¿Cómo se fabrica una PCB multicapa? (Parte II)
Anteriormente describimos los primeros pasos para la fabricación de un PCB multicapa centrándonos en la construcción de su interior. A continuación vamos a describir los siguiente pasos, muchos de ellos comunes a la fabricación de un PCB doble cara.
PRENSADA
Los cores oxidados y secos pasan a una sala acondicionada donde se colocan secuencialmente capas de cobre, pre-preg (material parcialmente curado) y cores oxidados siguiendo la construcción predefinida en la Hoja de Ruta. Cada panel construido se separa de los siguientes mediante una lámina metálica (inoxidable o aluminio) tratada superficialmente para evitar dañar el cobre por contacto.

Cuando se tiene una cantidad de paneles construidos (5-10 dependiendo de cada la capacidad de cada proceso) se introducen en la “prensa caliente” protegidos en la zona superior e inferior mediante una gruesa chapa de acero inoxidable de aproximadamente 10-12 mm de espesor y unos cojines térmicos que serán los que transmitan homogéneamente la temperatura a los paneles.
El ciclo comienza extrayendo el aire y elementos volátiles de la prensa durante unos 10-15 minutos, tiempo en el que la cámara de la prensa va adquiriendo temperatura. Con la cámara en vacío arranca el ciclo a una presión aproximada de 20 Kg/cm2 (para paneles standard de 610 x 457 mm supone 55,7 Toneladas) y una rampa inicial de calentamiento de 3-5 ºC/minuto (dato orientativo). Si es mayor, la resina del pre-preg puede fluir demasiado y dañar la prensa o los paneles de forma irreparable. Si es menor la resina fluirá muy poco y pueden aparecer problemas de delaminación, blisters o falta de relleno en la base de las pistas.
Una vez alcanzada la temperatura de fusión de la resina, debe de mantenerse el ciclo durante unos 60-90 minutos (dato orientativo) permitiendo que el pre-preg fluya y se polimerice a nivel molecular consiguiendo entre todas las caras una perfecta adherencia. Inmediatamente después, los paneles se introducen en la “prensa fría” donde se repite el proceso, esta vez solo con presión durante unos 60-90 minutos de forma que los paneles se van enfriando lentamente.

BÚSQUEDA DE FIDUCIALES MEDIANTE RX Y TALADRADO
El pre-preg fundido durante el proceso de prensada desborda provocando no sólo defectos irrecuperables en el panel sino daños serios en la máquina. Para evitarlo las hojas de cobre utilizadas durante el proceso son más grandes que los cores, y tras la prensada hay que recortarlas para que queden a la misma medida que los cores y para eliminar los bordes afilados. El trabajo se realiza en una máquina de fresado que contornea los cuatro lados dejando los bordes sin rebabas y con un acabado suave.
Por efecto del calor y la presión, las caras internas han sufrido dilataciones y se han deslizado de su posición original. Es trabajo del ingeniero de CAM aplicar unos factores de corrección o escalado en los fotolitos que compensen en la medida de lo posible las dilataciones. El factor de escalado dependerá del tipo de cara interna: los planos de masa no se dilatan tanto como las caras de señal ya que el cobre del plano de masa no permite la dilatación del epoxy.
Tras la prensada cualquier guía en las caras interna ha quedado oculta, y se necesita algún tipo de referencia para que el proceso de taladrado pueda conseguir el mejor centraje posible respecto a las caras internas (ahora completamente invisibles). Para solucionarlo, cada panel se introduce en una máquina de taladrado provisto de una fuente de Rx que busca las guías ocultas y realiza en la mejor localización estadística posible unos taladros de referencia perfectamente alineados con las dos caras internas y que incluyen también un “dummy hole” para evitar errores durante el proceso posterior de taladrado.
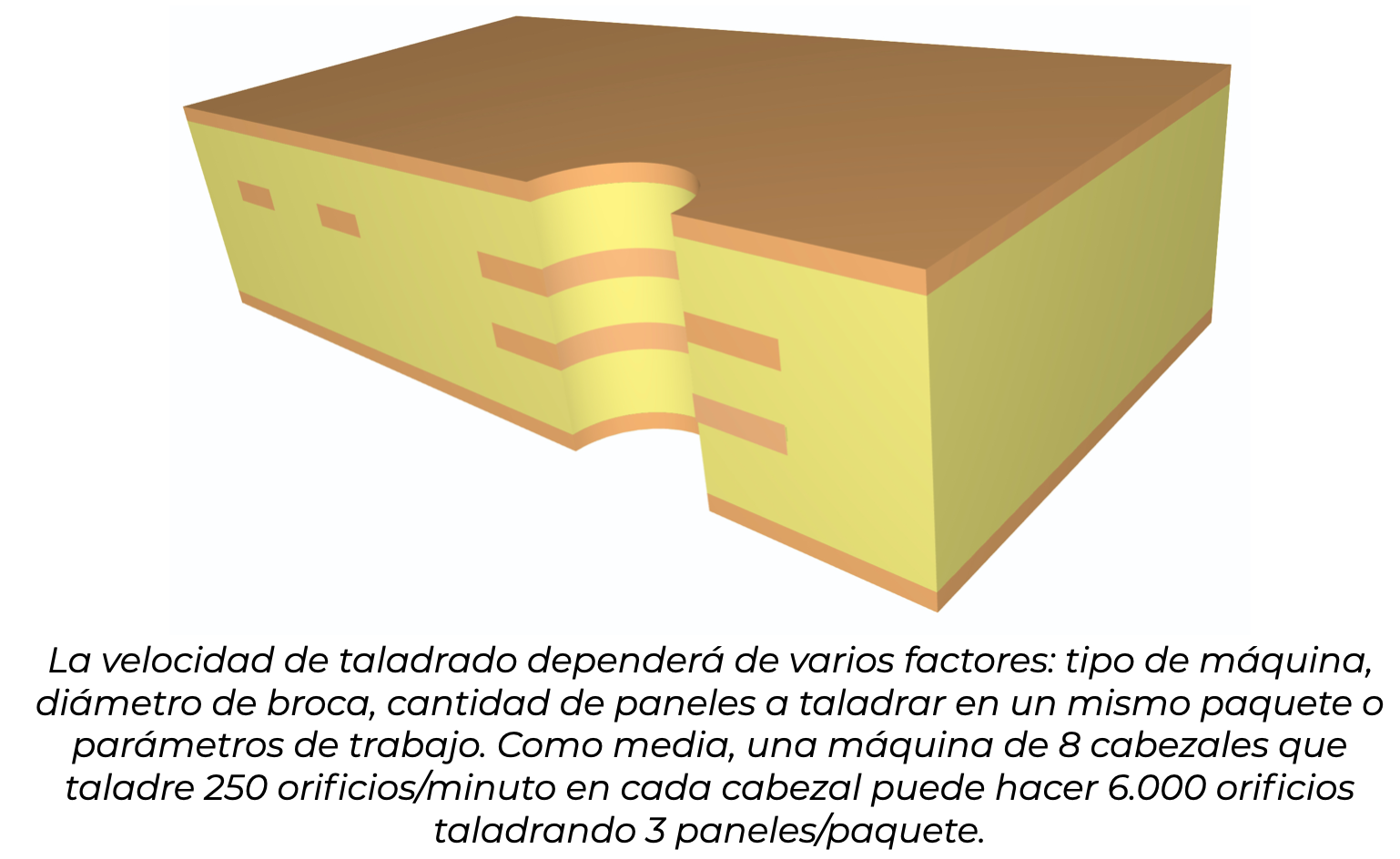
Después los paneles se insertan en la bancada de la máquina de taladrado utilizando como referencia los orificios realizados en el paso anterior. El operario preparará las brocas necesarias, normalmente 100 μm mayores que el diámetro nominal para compensar la reducción de diámetro tras posteriormente adicionar el cobre electrolítico. Las brocas se colocan en unos almacenes y serán automáticamente seleccionadas por la máquina dependiendo de la necesidad de diámetro dictada por el programa CNC. El operario cargará desde el servidor central el programa realizado previamente en CAM y la máquina arrancará el proceso.
El diámetro de la broca se comprueba automáticamente mediante un lector láser que compara el diámetro medido con el diámetro nominal prefijado. Si la medición es satisfactoria, la máquina taladra los orificios.
DESBARBADO, DE-SMEAR Y METALIZACIÓN DIRECTA
Los paneles pasan por una máquina de desbarbado que mediante unos rodillos abrasivos eliminan mecánicamente cualquier rebaba de cobre en los bordes de los orificios. Como en los circuitos multicapa los orificios suelen ser más pequeños, la probabilidad de que durante el taladrado permanezcan restos de fibra de vidrio es mayor; estos restos causarán que el cobre no se deposite correctamente en el proceso posterior de metalización. Para eliminarlos, las máquinas de desbarbado disponen de módulos de agua a alta presión.
En los paneles multicapa, la broca tiene que atravesar varias capas de cobre y de fibra de vidrio a altas revoluciones, generando una gran cantidad de calor y derritiendo la resina epoxy que se depositará alrededor del orificio y de las interconexiones de cobre. Este resto de resina depositada (“smear”) debe de ser eliminado o el cobre añadido en el proceso de electrólisis posterior no tendrá una buena interconexión con la cara interna provocando fallos críticos en el pcb.
El proceso, basado en la inmersión del panel en una solución de permanganato potásico se denomina “desmear” y además de la limpieza del smear provocará un “socavado” (etch-back) en la pared del orificio para mejorar la adherencia posterior del cobre.
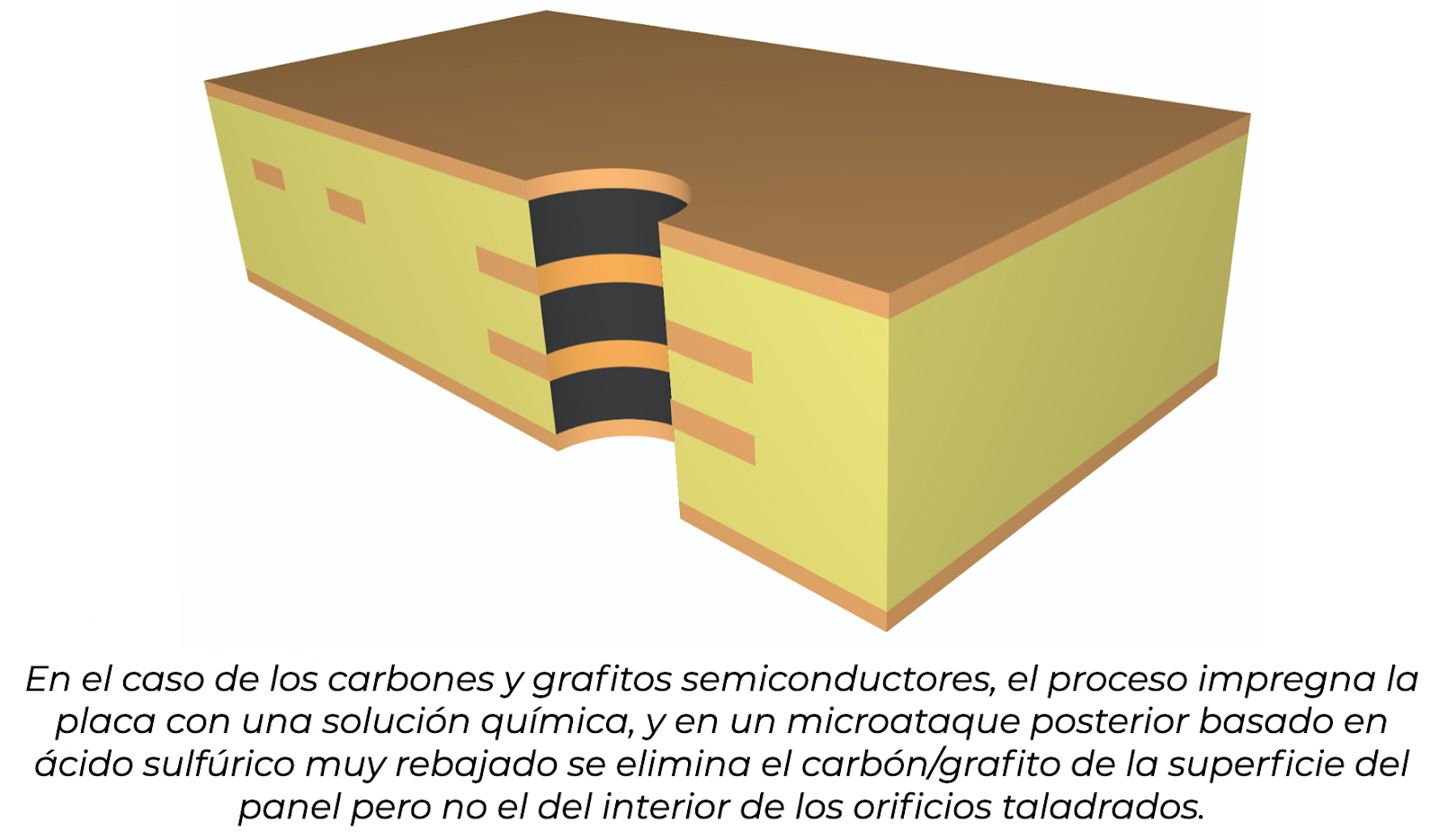
Existen diferentes alternativas de metalización directa: carbón, grafito semiconductor, cobre químico o polímeros son los más habituales. El objetivo es preparar químicamente el orificio para una posterior adición de cobre electrolítico.
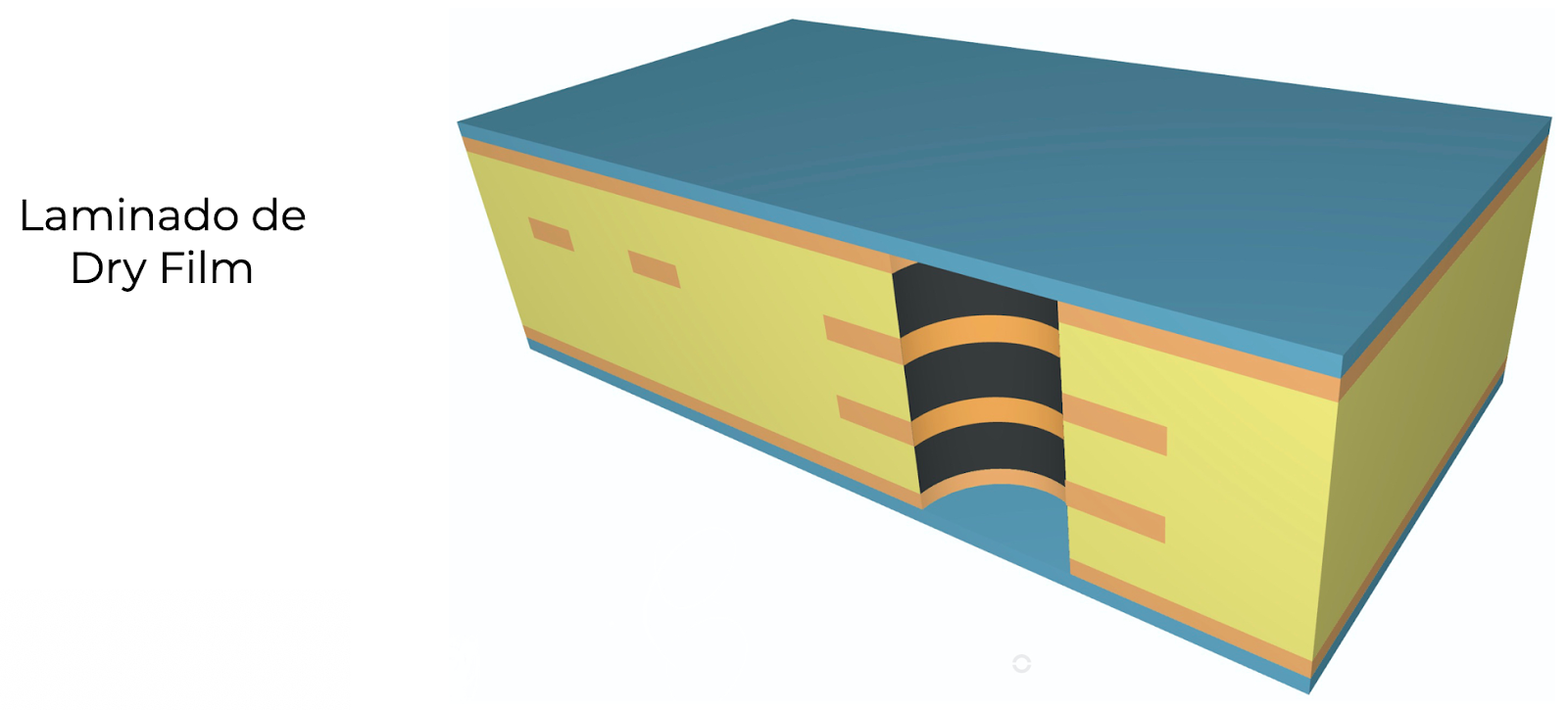
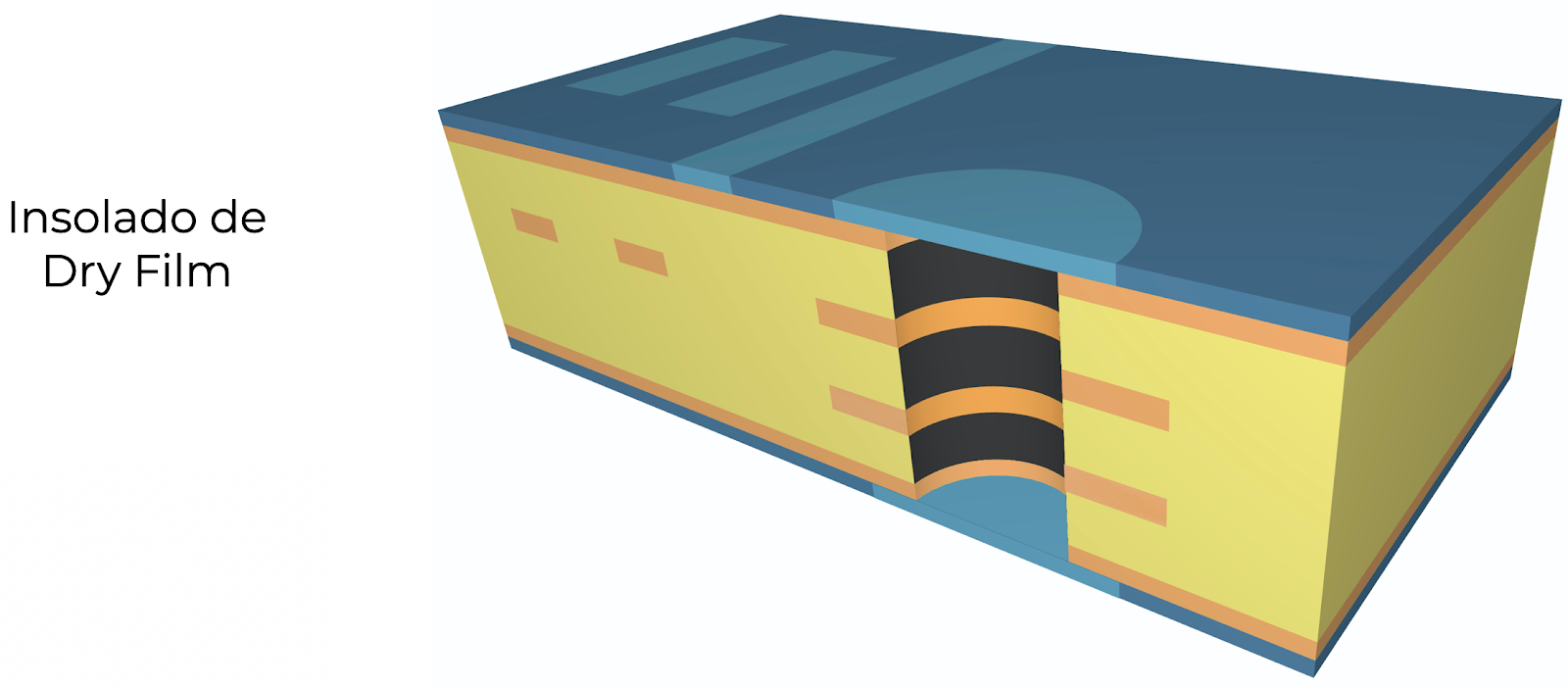
LAMINADO - INSOLADO - REVELADO DE DRY FILM (CARAS EXTERNAS)
Mismo proceso que el descrito en la primera parte de este artículo para las caras internas: la diferencia está en el tipo de fotolito. Si en las caras internas estaban filmados en negativo (pistas transparentes y el resto negro), en las caras externas están filmados en positivo (pistas negras y resto transparente). La luz polimeriza y endurece las zonas transparentes (entrepistas), dejando las pistas protegidas por el fotolito sin polimerizar. Al revelar el panel, el dry film en las zonas protegidas por el fotolito (pistas) se disuelve en el líquido de revelar. Obtendremos ya un dibujo en el que vemos el trazado exterior del circuito.

Y AHORA… QUÉ?
En el próximo post (disponible en breve) atacaremos el corazón del proceso (cobre electrolítico) y también los acabados no metálicos del circuito.
Sobre el autor / Sobre la autora
Recursos Relacionados





Aproveche el sistema
de diseño de PCB más
confiable del mundo.
Una interfaz. Un modelo de datos. Infinitas posibilidades.
Colabore sin esfuerzo con diseñadores mecánicos.
La plataforma de diseño de PCB más confiable del mundo.
Enrutamiento interactivo de primera clase.
Ver Opciones de Licencia
Thank you, you are now subscribed to updates.