Lies Your Fabricator May Have Told You
Table of Contents

In some of our previous articles, we have talked about the various things that go wrong when a board design is turned over to the fabricator for manufacturing. Sometimes, the things that can go awry are due to design errors but the bulk of them can be ascribed to errors incurred during the fabrication process. This article will describe the errors that can be encountered and what, if anything, can be done to avoid them. We have previously discussed what you might encounter when you are doing pad stack design. For example, I have written about this in Pad Stack Design And The Fabrication Process—part 1, Pad Stack Design And Fabrication—Part 2, Thermal Ties. In comparison, this article describes “real world” problems we have encountered through the spring and summer of 2019.
Impeding the Process
Lee Ritchey, Founder and President of Speeding Edge explains, “Right now the biggest problems that we are seeing relate to inaccurate impedances. This can come from three different angles—fabricators that make false claims; fabricators that use so-called ‘standard impedance’ test coupons; fabricators that don’t comply with the stackup drawing.”
In relation to the above, a number of the inaccuracies come from small board shops that have a tendency to make false claims. Ritchey notes, “These are the fabricators used by smaller companies that don’t have the engineering skills necessary in-house to check the boards when they are delivered. As a result, the claims made by these fabricators may not be true.”
Ritchey continues, “There’s a whole group of fabricators who know their clients don’t or can’t test and they falsify the impedance reports. I see this over and over and this is the worst and most common thing I see in the industry today.”
There are smaller fabrication shops that are trying to build boards the right way but they don’t have the necessary information at hand. This can happen when “standard” test coupons are used. These coupons don’t represent what is actually in a board and the fabricator doesn’t go through the necessary process to determine if the test coupons match what is in the board.
Ritchey explains, “In an extreme case, I had an RF board that the fabricator’s report said measured within the normal range of +/- 10% of 50 ohms. When I measured the board, it was 38 ohms. I went back to the fabricator and measured the coupon and it was 50 ohms.”
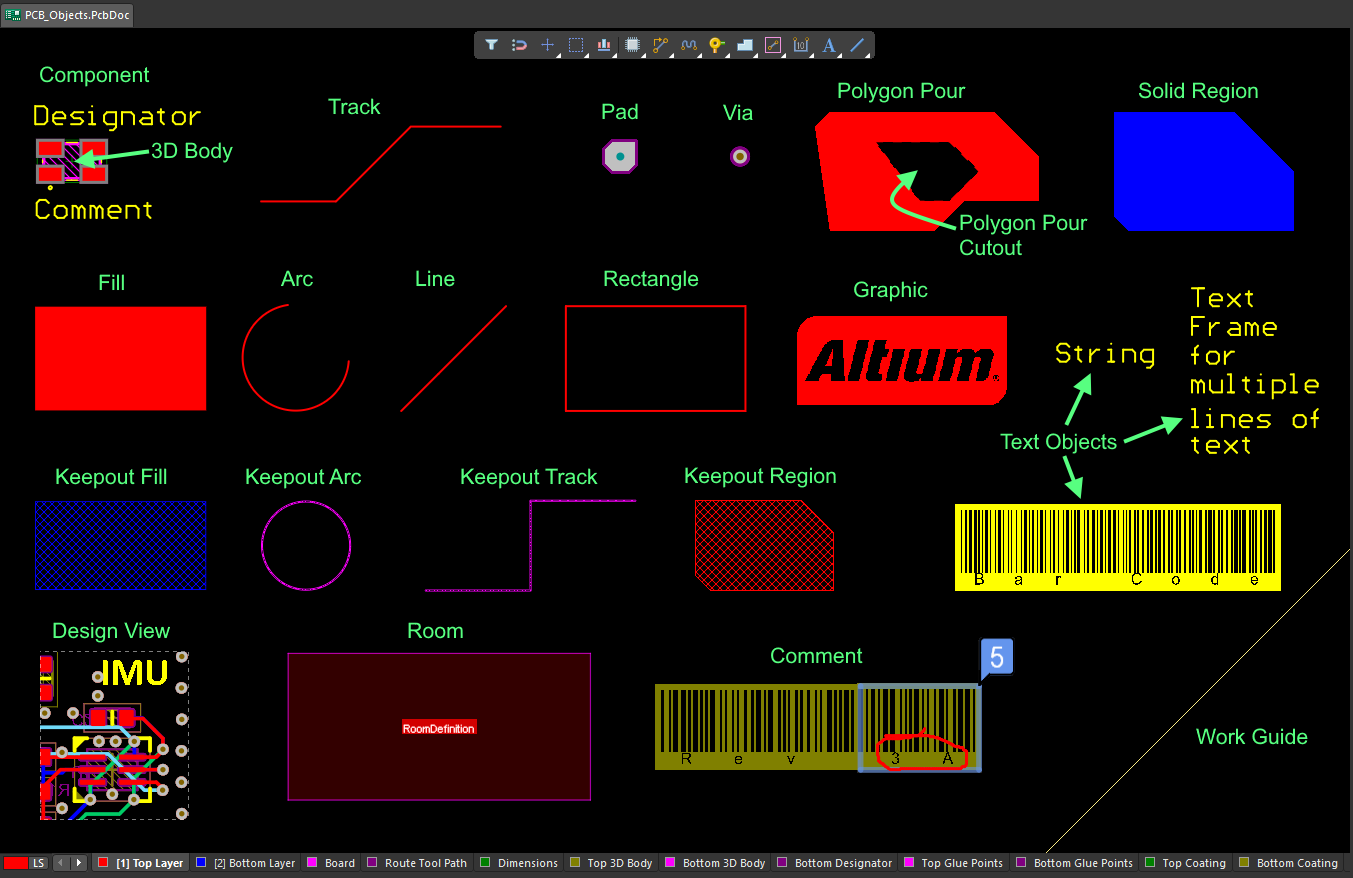
The only way to guard against this kind of problem is to put test structures directly into the board. Figure 1 shows the test structures that Speeding Edge puts into all of its boards.
Note: This was also included in our article, Pad Stack Design And Fabrication—Part 2, Thermal Ties.
Figure 1. Test Structures to be Added to a PCB
The bottom line: don’t rely on test coupons to determine whether or not your board meets impedance requirements.
How Does Your Board Stackup?
Another common problem that we have encountered (and may likely encounter again) is lack of compliance to the stackup drawings that are given to the board shops. For all board design and fabrication consulting efforts we undertake, we make sure all of our customers put stacking stripes into their drawings.
Ritchey states, “In the worst situation I ran into, I got a finished board back that didn’t even look like the stackup drawing. When I went to the fabricator, he said that his company changed stackups all the time. Further, he assumed this practice didn’t matter because nobody ever bothered to check if the stackup drawings had been properly followed. The usual reason given for doing this is to be able to quote a really fast turnaround time. If the materials specified in the stackup drawing are not available, a fabricator will just use whatever they have in their stockroom.”
Another common problem we have encountered relates to surface finishes. The one that causes the most problems is ENIG (electroless nickel under immersion gold). This finish consists of a non-corrosive plating that is applied to the exposed copper of a PCB that has SMOB (solder mask over bare copper). This is done to preserve solderability of the copper while maintaining a flat surface onto which solder paste can be screened on in a uniform manner. If this finish is not correctly applied or if the chemistry is not exactly right, the result will be black pad. With black pad, there are failed solder connections and their existence is only known when there is a problem after assembly. The only solution at that point is to scrap the boards.
Ritchey says, “ENIG is a good finish if the chemistry is well maintained. My experience has been that the problem occurs with small shops that don’t use the finish all the time. The chemistry, which is extremely crucial, will get out of balance and you get a batch of boards with black pad. My approach to the ENIG problem is that I don’t allow it on my boards,” Ritchey adds. “For low-cost boards, I use immersion silver. For high reliability boards I use electroplated gold over electroplated nickel.”
Note: A more detailed description of surface finishes were addressed in my article, PCB Design and Outer Layer Surface Finishes.
As the performance levels of boards have increased, the other problem that we have encountered relates to glass weave-induced skew that can occur in laminates. As noted in previous articles, at Speeding Edge, we encountered a problem when the off-shore manufacture switched from a two-ply material to a single-ply material. So, while the mechanical spreading of glass weave is slowly becoming somewhat of a standard in the industry there are still laminate manufacturers who aren’t following this practice.
Recent Problems
In the past few months, we have encountered a couple of other problems. The first relates to aspect ratios while the second relates to trying to achieve a drill accuracy that is not feasible.
“You have to beware of fabricators who claim that they can plate very high aspect ratio holes reliably or that they can drill holes with ultra-small diameters, “ Ritchey declares. “For instance, I have a hard time believing that you can drill 6 mils all the way through a board with a mechanical drill. Assuming that this is possible, the challenge comes in being able to get enough chemistry for plating in the hole such that you can achieve the required one-mil plating you need from the top to the bottom of the hole.”
In another instance, we encountered a client that was using a fabrication shop that was claiming impedance accuracy that is simply impossible to produce. The client was experiencing a situation where the fabrication facility was claiming a really tight tolerance, but a high number of the boards he received were unusable because they were not in spec.
Ritchey explains, “The client said that the fab shop was claiming that they could get +/- 4% tolerances. But when I asked him if he was actually getting those tolerances he said he was not. I then asked him why he was using this particular fab shop and he said it was because the shop was really low cost. However, that low cost was not achieved if the client started to count the boards he had to throw away.” For production volumes, the reasonable impedance tolerance is +/- 10%. If a fabricator is claiming +/- 5%, they are screening the boards and throwing the ones away that are out of specification.
Ritchey notes, “Years back, when I was running a high-end design service bureau, we were doing business with a company based in Utah. I went back there because they were building their own boards and they gave me a tour of their fab shop. At the end of the production line there was a TDR with a grease pencil outline on the screen that indicated the allowable impedance. If the impedance curve was between the two grease pencil lines, they kept the board, if not they rejected it. I asked them what they did with the rejects that were on the shelf. They said if they ran short of boards at the end of the month, they would ship the rejected boards.”
There’s No Substitute for Good Data
As noted above, the most common problem we are seeing in the industry today is boards that are way off with respect to impedance. And, a significant angle of this problem relates to data that is either lacking partially, entirely or is simply just wrong.
Ritchey states, “One of the reasons that we are seeing these problems is that the information used in calculating impedance doesn’t give the correct answer. This is because people start with the wrong data. If the data you use to put into a tool is wrong, you will build a bad stackup. For instance, on the data sheet for an FR-408HR material there is a typical er of 4.2. This information is meaningless on its own. You also have to factor in other aspects such as the glass to resin ratio. Without that information, you will not get a good stackup.”
In addition, the skill level at fabricator shops tends to be all over the place with respect to arriving at the right impedance. In some instances, even if the fabrication shop has the right tool, they are not using the tool in the right manner to arrive at the correct impedance.
“I had one instance where I had a 26-layer board that was going to be used in a high-end networking product,” Ritchey notes. “I got three different sets of calculations from three different engineers, all within the one facility, and they didn’t agree with one another. More importantly, they didn’t agree with my stackup. When they finally built my stackup, the board was correct.”
Ritchey adds, “In another instance, on another large network board, there was one layer in a high layer count multilayer board that had the wrong impedance. There is a formula you can use where if you know the length of the trace, you can measure DC resistance and then determine trace width. It turned out that the layer that had the wrong impedance had been over etched. When the fabricator was asked about this, it turned out they weren’t being honest. They had signed off on the test report even when their own TDR measurement showed that the impedance was wrong.”
Summary
In the final analysis, even when a PCB design has been delivered to the fabricator it is up to the design group to retain ownership of that design right through the period of time when the finished board is delivered back from the fabricator. This includes creating the right stackup drawing; building test strips directly into the PCB rather than allowing the use of test coupons; specifying the right surface finish; ensuring that the test procedures being performed at the fabrication shop are based on the right data and making sure that the data you get back from the fabricator accurately reflects the aspects of the board as it was measured.
Have more questions? Call an expert at Altium or discover more about impedance calculations and control in Altium Designer®.
About Author
Related Resources


Related Technical Documentation



Take advantage of the world's
most trusted PCB design system.
One interface. One data
model. Endless possibilities.
Effortlessly collaborate with
mechanical designers.
The world's most trusted
PCB design platform
Best in class interactive
routing
View License Options
Thank you, you are now subscribed to updates.