












Défauts courants du processus de montage en surface à éviter lors du soudage.







Comme de plus en plus de conceptions utilisent des composants plus petits avec des pastilles de montage en surface, des défauts du processus SMT peuvent apparaître et affecter les rendements, liés aux divers problèmes de conception et de fabrication. Ces problèmes ont peut-être été mineurs et n'ont eu qu'un effet négligeable sur les rendements dans le passé, mais ils peuvent augmenter rapidement des coûts de retraitement et devraient être évités. Voici quelques défauts de base du procédé SMT que vous pouvez éviter lors de la conception et de l'assemblage.
Pontage entre les pastilles
Le pontage est courant dans les soudures à faible viscosité et provoque un court-circuit entre les pastilles adjacentes. Cela peut également se produire lorsque la température sort de la plage de soudure idéale, provoquant un mouillage insuffisant ou un effet de mèche excessif. Pour résoudre ce problème, vous pouvez placer un masque de soudure autour des pastilles (c'est-à-dire des pastilles SMD non définies par un masque de soudure, ou NSMD). Cela crée un espace dans lequel l'excès de soudure peut s'infiltrer, empêchant efficacement la soudure de s'écouler entre deux pastilles adjacentes. Cela ressemble à un barrage de masque de soudure entre un composant d'un boîtier matriciel à billes (ou BGA) et son via dans une sortance en os de chien.
Vue latérale d'une pastille NSMD et de son masque de soudure pour empêcher la formation des pontages. Lors du soudage de composants électroniques, l'écart entre la pastille NSDM et le masque de soudure peut permettre une infiltration de l'excès de soudure.
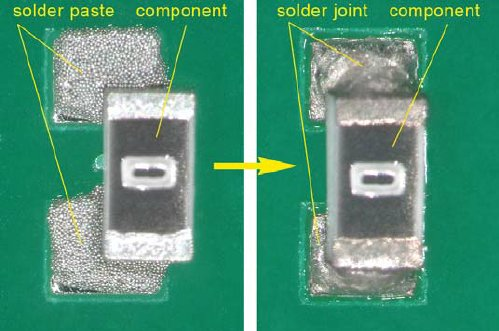
Démouillage
Le démouillage est un problème lié au choix de la pâte à souder. Ce problème se pose rarement avec les pâtes à souder sans plomb solubles dans l'eau, bien qu'il puisse se produire avec des pâtes à base d'halogénures pendant des travaux de soudage sur des finitions HASL. Cela peut également se produire si la surface du conducteur est fortement oxydée ou si la pâte à braser est périmée (c'est-à-dire que le flux est inactif). L'utilisation d'une pâte à souder hautement activée permet à votre soudure de former un lien solide avec la pastille pendant l'assemblage. Vous devez également vous assurer que les métaux à assembler sont débarrassés de tous les oxydes, dans la mesure du possible. Cela empêchera la tension de surface de tirer la soudure à travers la pastille et de former une boule pendant la solidification.
Une autre partie du processus qui permet d'éviter le démouillage consiste à faire passer de l'azote dans le four de refusion pendant le soudage. Cela évite la formation d'oxyde dans le four à haute température. Vous devez également vérifier que l’épaisseur métallisée est suffisante (au moins 5 microns). Ces deux précautions évitent la formation et la diffusion d'oxyde dans la métallisation pendant le soudage.
Mouillage insuffisant avec une soudure sans plomb
Les soudures étain-argent-cuivre sans plomb sont importantes pour la conformité à la directive RoHS, mais elles peuvent avoir une mauvaise mouillabilité lorsqu'elles sont soudées sur du cuivre nu. C'est l'une des nombreuses raisons pour lesquelles les finitions de surface sont utilisées sur les conducteurs exposés. L'étain, l'argent et les finitions de surface ENIG offrent une meilleure mouillabilité.
La température de pointe pendant le soudage doit également se situer dans la bonne fourchette. Les soudures étain-argent-cuivre sans plomb fonctionnent mieux à environ 240 °C, et les soudures en dehors de cette plage peuvent induire des problèmes de mouillabilité. L’image ci-dessous présente des billes BGA. Ces soudures sans plomb sur une BGA peuvent nécessiter une distance de sécurité plus importante en raison de leur tension superficielle plus élevée, et le profil de sécurité/ température doit être vérifié à l'aide d'un coupon test avant la fabrication à grande échelle.
Défauts du processus de montage en surface dus à un mauvais contrôle de la température
Désalignement des composants et pièces redressées
Les pièces redressées font aussi partie des problèmes liés à la mouillabilité. Dans un processus de soudure idéal, la soudure fondue mouillera simultanément toutes les pastilles pour un composant SMT. Dans le cas où les pastilles d'un côté sont mouillées (c'est-à-dire qu'elles atteignent une température suffisamment élevée) avant les pastilles de l'autre côté du composant, la soudure tirera sur le composant pendant qu'elle se solidifie. Ce décalage des forces de chaque côté de l'élément peut provoquer un léger soulèvement sur un des côtés de l'élément par rapport à la pastille, ou l'éloigner de la position idéale. Dans certains cas, le composant restera fixé à la pastille par la soudure, même si la résistance de contact est élevée et que l’adhésion est faible.
En cas d'écart de température extrême, par exemple lorsqu'une extrémité de l'élément n'est pas du tout mouillée, l'élément peut se tenir sur une extrémité, ce que l'on appelle une pièce redressée ou « tombstoning » en anglais. C'est un problème courant avec les résistances et les condensateurs SMT. Une pièce redressée pendant une soudure par refusion peut avoir différentes causes. La cause la plus fréquente est une température inégale dans le four de refusion, qui peut induire un mouillage inégal à différents endroits du circuit imprimé, c’est à dire que certains endroits sont mouillés plus tôt que d’autres. L'application non uniforme de la pâte à souder pendant l'assemblage peut également entraîner des variations de mouillage sur toute la carte.
Du côté de la conception, les groupes de composants avec des pastilles désalignées peuvent être insuffisamment mouillés, et devenir des pièces redressées pendant la soudure par refusion. La taille des pastilles aura également une incidence sur leur différence de température pendant la soudure par refusion. Les pastilles plus grandes nécessitent plus d’énergie pour atteindre une température définie. C'est pourquoi des pastilles de taille égale doivent être utilisées de chaque côté d'un même composant. Pour définir la taille des pastilles, il sera plus facile de choisir une pastille trop grande. Le cuivre supplémentaire dissipera la chaleur pendant la soudure.
Désalignement d'un composant causé par un mouillage insuffisant et une température basse sur les pastilles des composants lors du processus de montage en surface. [Source].
Vérifier la taille de vos pastilles et les dégagements pendant votre agencement pour garantir la qualité de la soudure pendant l'assemblage. L'utilisation de décharges thermiques sur le côté le plus froid d'un composant évite les pièces redressées pendant la soudure par refusion. Il faut noter que les pastilles et les vias avec des décharges thermiques ont une structure d'impédance compliquée qui ressemble à un vrai condensateur, ce qui peut créer certains problèmes d'intégrité du signal dans les conceptions à haute vitesse/haute fréquence. Je reviendrai en détail sur ce point dans un prochain article.
Les points de conception mentionnés ci-dessus doivent être examinés lors d'un contrôle DFM et doivent même être encodés dans vos règles de conception. Les puissants outils de conception d’Altium Designer s'appuient sur un moteur de conception basé sur des règles unifiées, permettant de réaliser des DRC importants tout au long du processus de conception. Vous aurez également accès à un ensemble complet de fonctions de planification de la fabrication, de simulation et de documentation dans une seule plateforme.
Vous pouvez désormais télécharger une version d'essai gratuite d'Altium Designer et découvrir les meilleurs outils d’agencement, de simulation et de planification de la production du marché. Discutez de vos besoins avec un expert Altium pour en savoir plus.

A propos de l'auteur
Ressources associées
Table des matières
De la conception à la mise sur le marché, sans friction
- Gardez les revues liées à la bonne version
- Réduisez la confusion lors des transferts et les retouches
- Repérez plus tôt les risques liés à l’approvisionnement et à la mise en production
- Travaillez seul, partagez lorsque nécessaire
Commencer
Thank you, you are now subscribed to updates.



