







¿Cómo se fabrica una PCB multicapa? (Parte III)







A estas alturas vamos llegando a los procesos “core” de la fabricación: la aplicación de cobre electrolítico para crear orificios metalizados, la definición final del lay-out exterior del circuito y la protección de dicho layout.
COBRE Y ESTAÑO ELECTROLÍTICO
Tras el revelado los paneles tienen un marco libre de film que muestra una zona de cobre alrededor del panel. El marco, diseñado por el ingeniero durante el proceso de CAM (ver artículos anteriores) es una superficie necesaria para conectar eléctricamente el panel a la línea electrolítica.
Los paneles entran secuencialmente en una línea electrolítica controlada por ordenador y autómatas que permiten el desplazamiento de los paneles y su inmersión en las cubas durante los tiempos programados. Está formada por tanques con distintas soluciones químicas. Las primeras constan de decapados y microataques que limpian cualquier residuo orgánico de la superficie y eliminan 0,5 - 0,75 μm de cobre para acondicionar la superficie para el proceso posterior de deposición de cobre. Después de cada paso es altamente recomendable un enjuague con agua para evitar arrastres de producto que puedan contaminar las cubas.
Los paneles se introducen después en el cobre electrolítico. Las cubas contienen unas cestas con bolas o barras de cobre fosforoso conectadas a un rectificador y con carga positiva. Formarán el ánodo de la celda electrolítica y el panel unido a la pinza y al rectificador y cargado negativamente formará el cátodo. La solución donde están sumergidas las cestas anódicas permite que los iones de cobre disueltos y originarios de las bolas o barras de cobre sean atraídos por la carga eléctrica del panel y se adhieran sólo en las zonas que quedaron al aire (sin dry film) tras el revelado. El espesor de cobre adicionado dependerá del tiempo que la placa esté en la cuba de cobre electrolítico y de la cantidad de corriente aplicada. Normalmente se busca un espesor medio de 20-25 μm para lo que se necesitan unos 50 minutos de proceso, pero dependiendo de la aplicación final del circuito, este espesor puede variarse alterando los parámetros de trabajo.
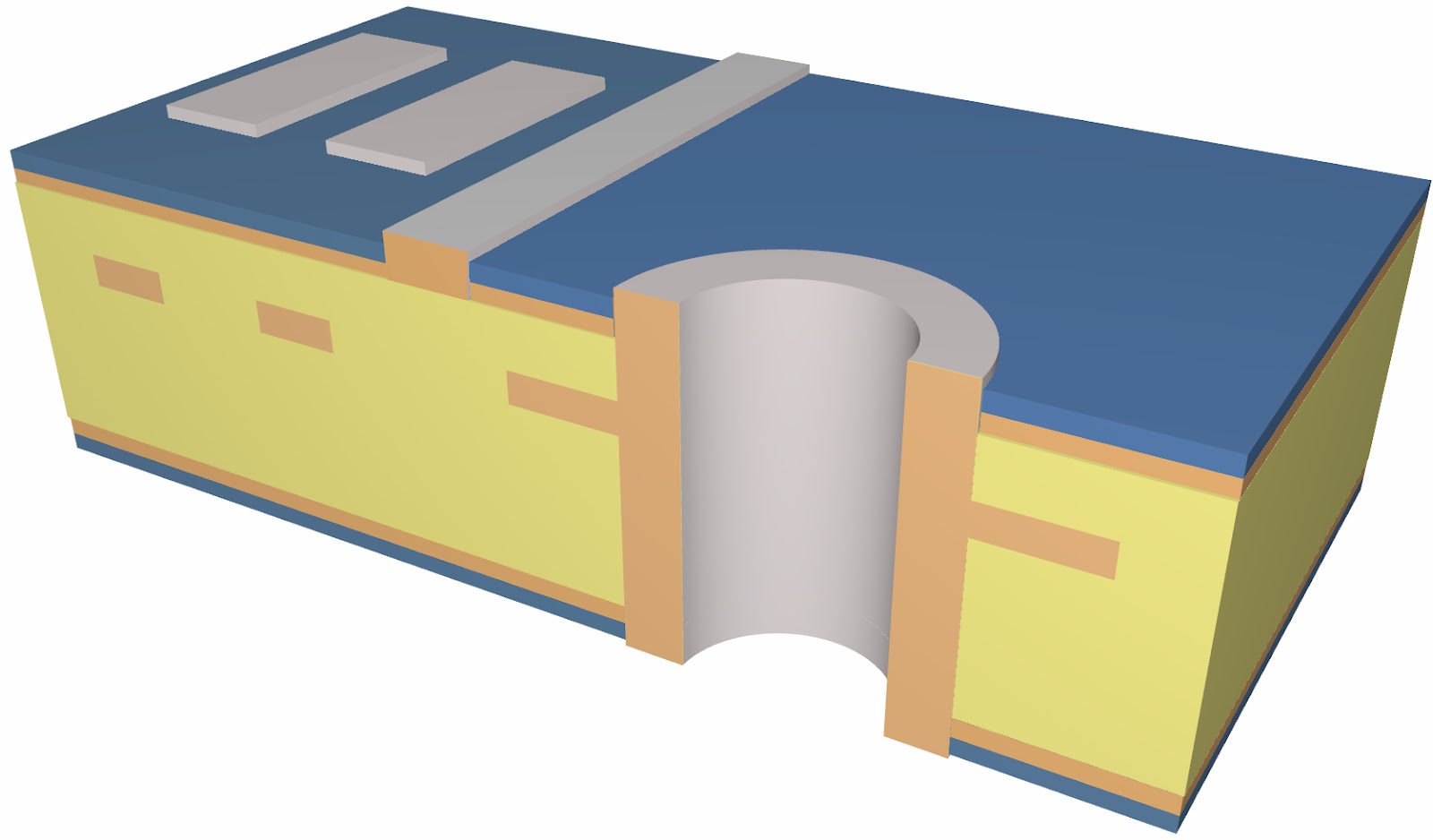
Tras el cobre, los paneles entran al estaño electrolítico. El proceso es el mismo aunque más breve ya que solo son necesarias unas 5-7 μm que se consiguen en 8 - 10 minutos. El estaño se utiliza como barrera de protección contra el proceso de grabado alcalino de cobre (ver siguiente punto).
STRIPPING DE DRY FILM - GRABADO DE COBRE - STRIPPING DE ESTAÑO
El proceso se define por su acrónimo SES (Strip - Etch - Strip) y aunque hay fabricantes que trabajan los tres procesos por separado, normalmente se realiza en una única línea transfer horizontal y automática para evitar en lo posible la manipulación del producto.
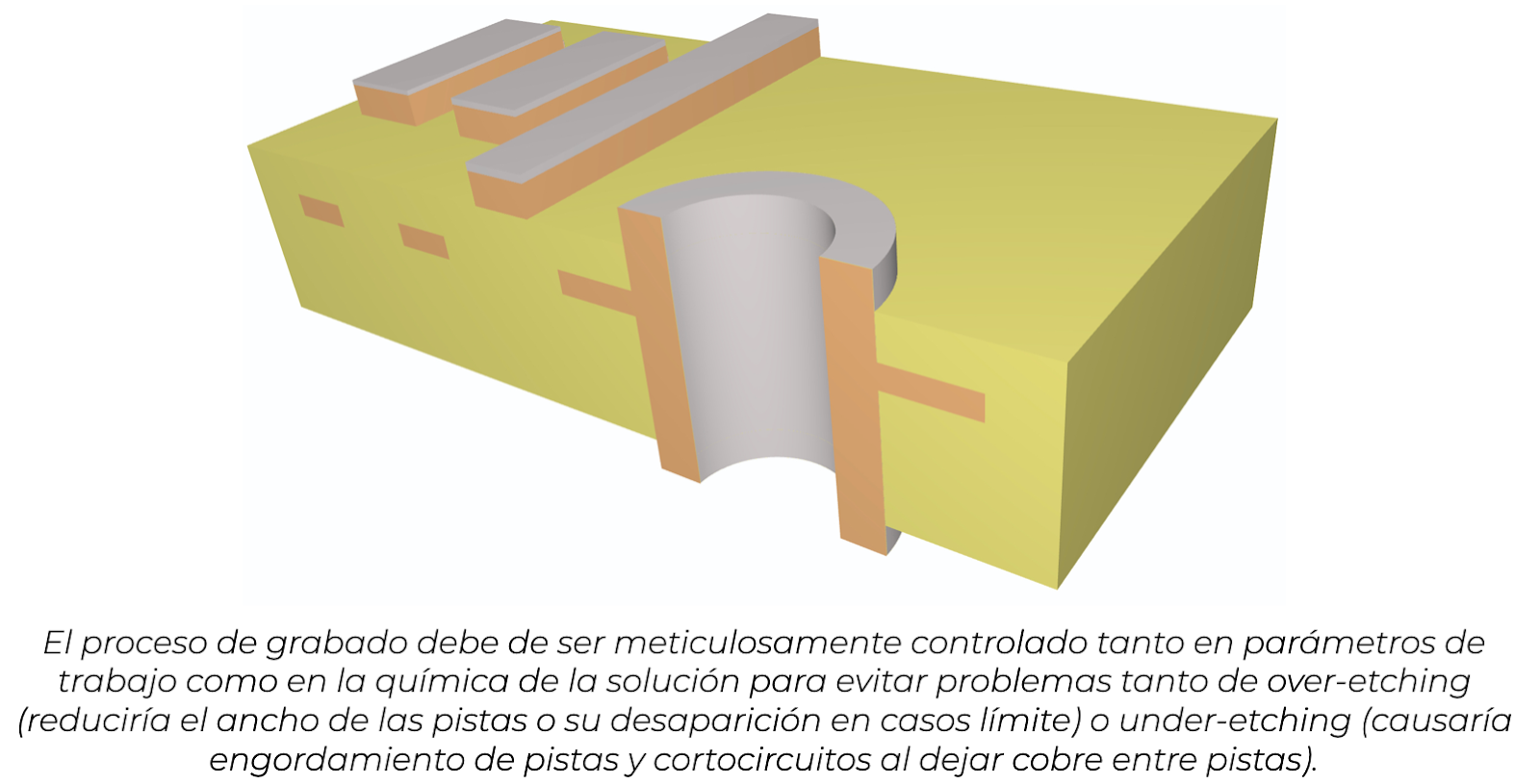
El panel pasa después por el módulo de grabado de cobre.: una solución alcalina basada en amoniaco ataca todo el cobre al aire sin la protección que ofrece la barrera de estaño, que resiste el ataque de la solución amoniacal protegiendo las pistas y oficios metalizados que están debajo de dicha barrera.
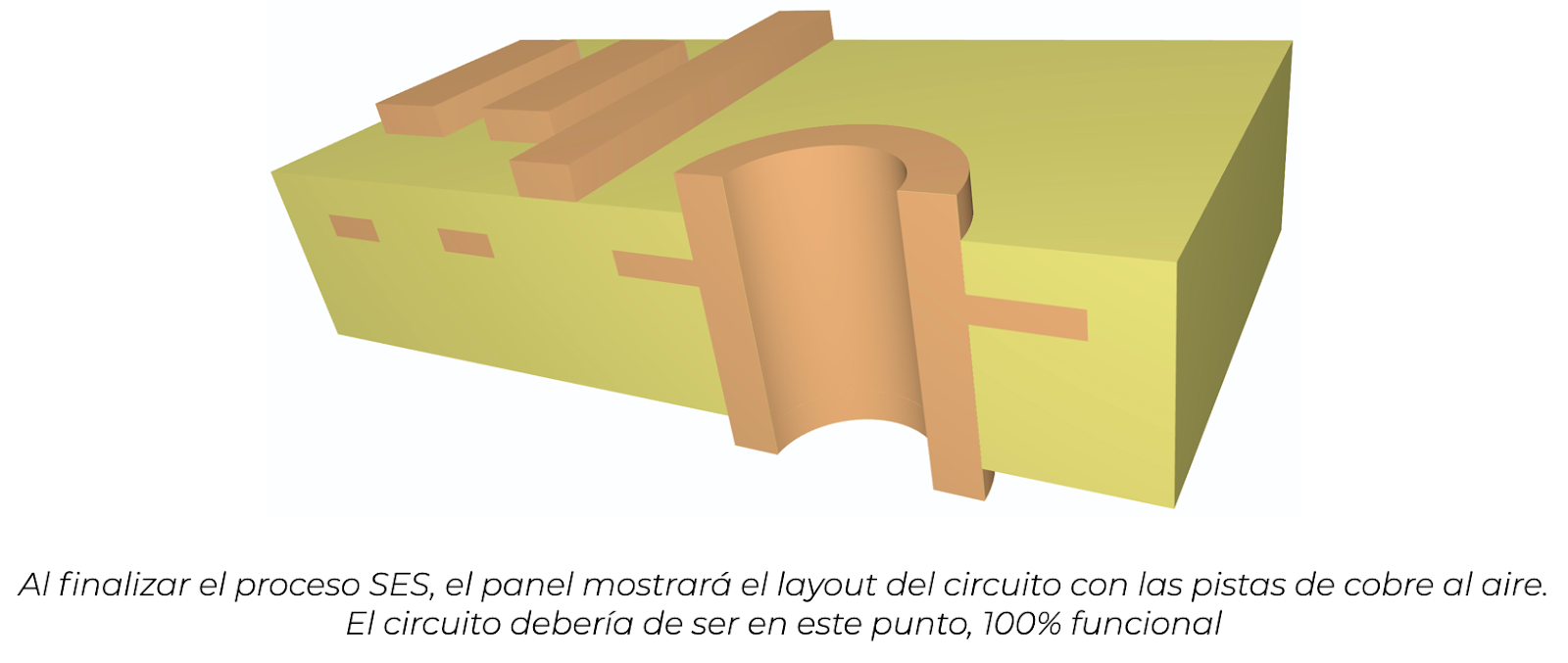
Tras el grabado de cobre los paneles entran en el stripping de estaño, donde se elimina la barrera que protegía las pistas de cobre mediante una solución basada en ácido nítrico.
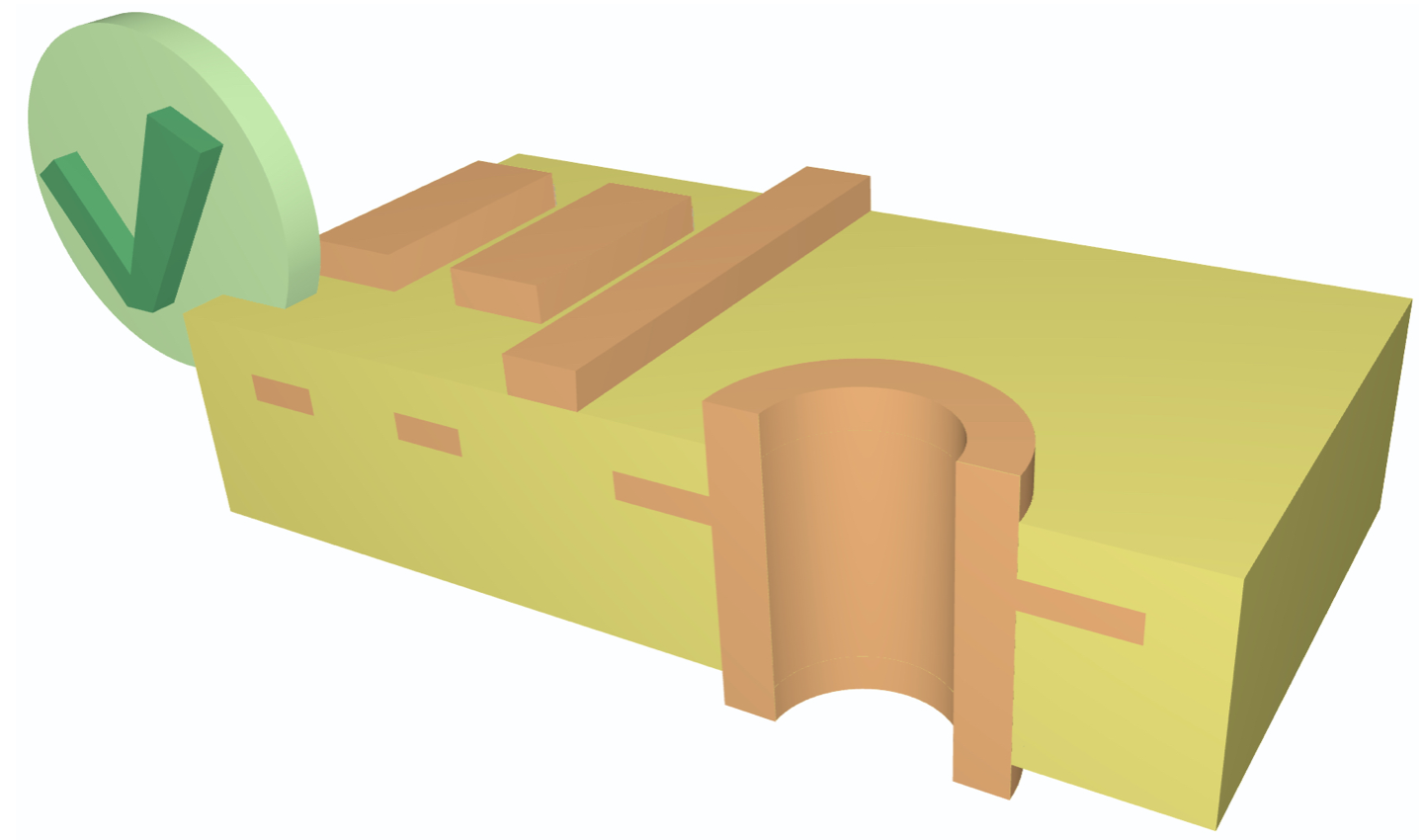
INSPECCIÓN ÓPTICA AUTOMÁTICA (AOI)
Como ya explicamos para los cores de las caras internas, las caras externas pasan por una máquina AOI para detectar cortes, reducciones en el ancho de pista o cortos. Es un proceso necesario, ya que los fallos pueden detectarse y repararse (en el caso de cortos) fácilmente, sin el problema que supone detectar y reparar los problemas a través del solder mask que aplicaremos a continuación.
El proceso de barrido y comprobación del AOI puede oscilar entre unos pocos segundos y algo menos de un minuto dependiendo del estado de calidad del panel. Durante el proceso la máquina escanea el panel y lo compara con el fichero gerber original, descubriendo las diferencias y marcando todos y cada uno de los fallos potenciales. Mostrará una imagen del fallo para facilitar su comprobación por el operario, quien decidirá qué hacer (aceptar/reparar/rechazar) acorde a los estándares de calidad definidos.
Para placas de alta complejidad, este proceso no es suficiente y es necesario realizar además un test eléctrico en una máquina de puntas móviles (flying probe).
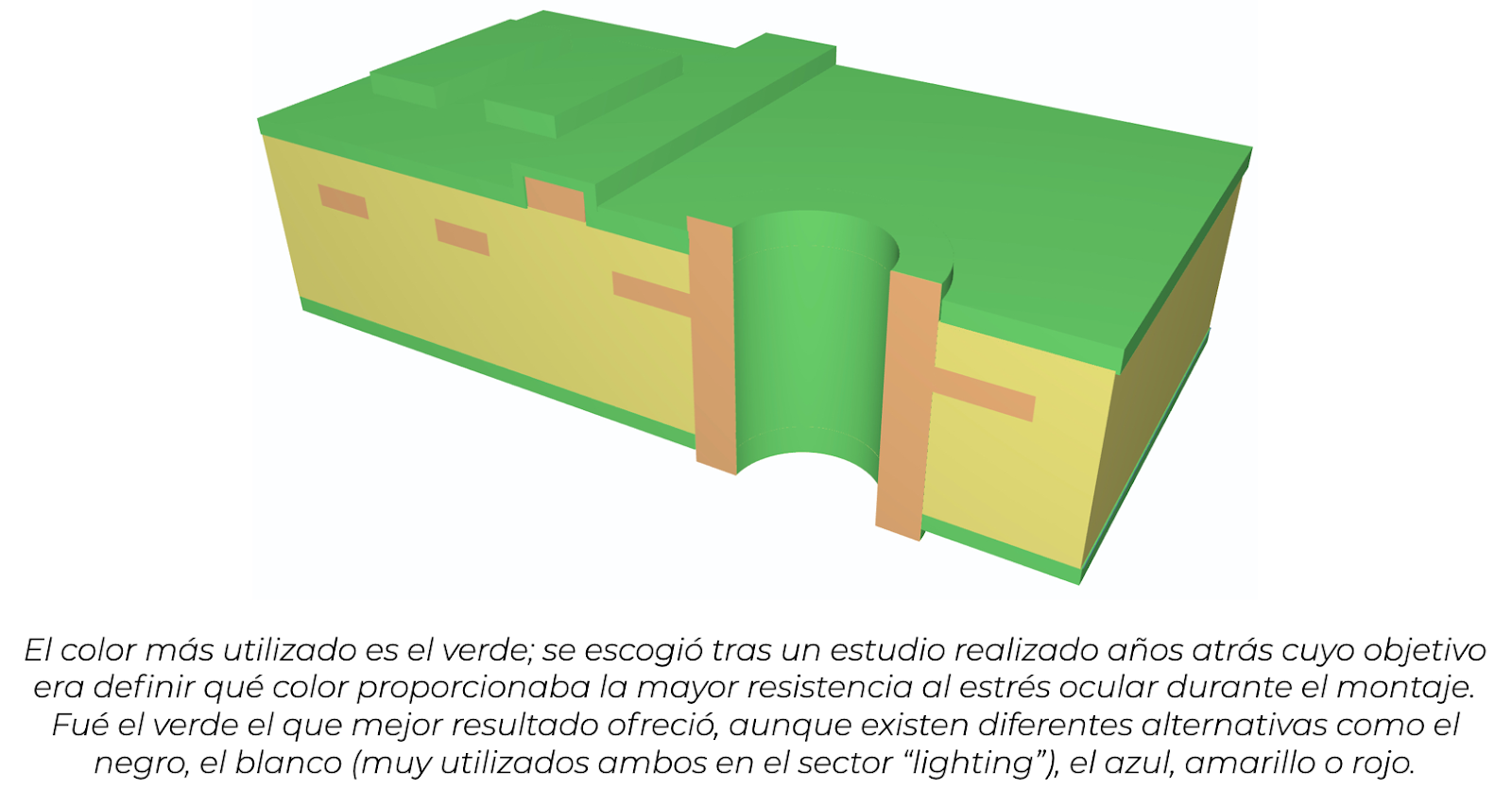
APLICACIÓN - INSOLADO - REVELADO DE SOLDER MASK
El solder mask (o “solder resist”) es una capa aislante de pintura epoxy fotosensible (LPI o Liquid Photo Imageable) que se aplica a las dos caras externas del PCB y que cubre toda su superficie excepto taladros PTH y footprint de los pads SMD donde el cliente posicionará y soldará los componentes, o donde debe existir contacto eléctrico. Su función: detener el crecimiento dendrítico entre conductores y proteger la superficie de oxidaciones ambientales y durante los procesos de soldadura. Un PCB sin protección tendría tantos cortos de estaño durante la soldadura por Ola que sería inservible.
Los paneles arrastran residuos de operaciones anteriores (huellas, oxidación del cobre...) que hay que eliminar. Los más utilizados:: el microataque químico, donde la placa se somete a un decapado en una solución de ácido sulfúrico muy rebajado y el cepillado mecánico en el que varios rodillos atacan al cobre, proporcionando una rugosidad necesaria para asegurar una buena adherencia del solder mask a la vez que se eliminan las oxidaciones y restos orgánicos presentes.
El solder mask se deposita mediante diferentes procesos (cortina, spray, rodillo…) aunque el más extendido es el serigráfico vertical. Las líneas actuales permiten la aplicación de solder mask en las dos caras a la vez. Una regleta presiona a través de cada pantalla abierta (sin dibujo) depositando la tinta en la superficie del panel. Un precurado posterior a unos 70ºC durante unos 40 minutos permitirá trabajar después con la tinta.
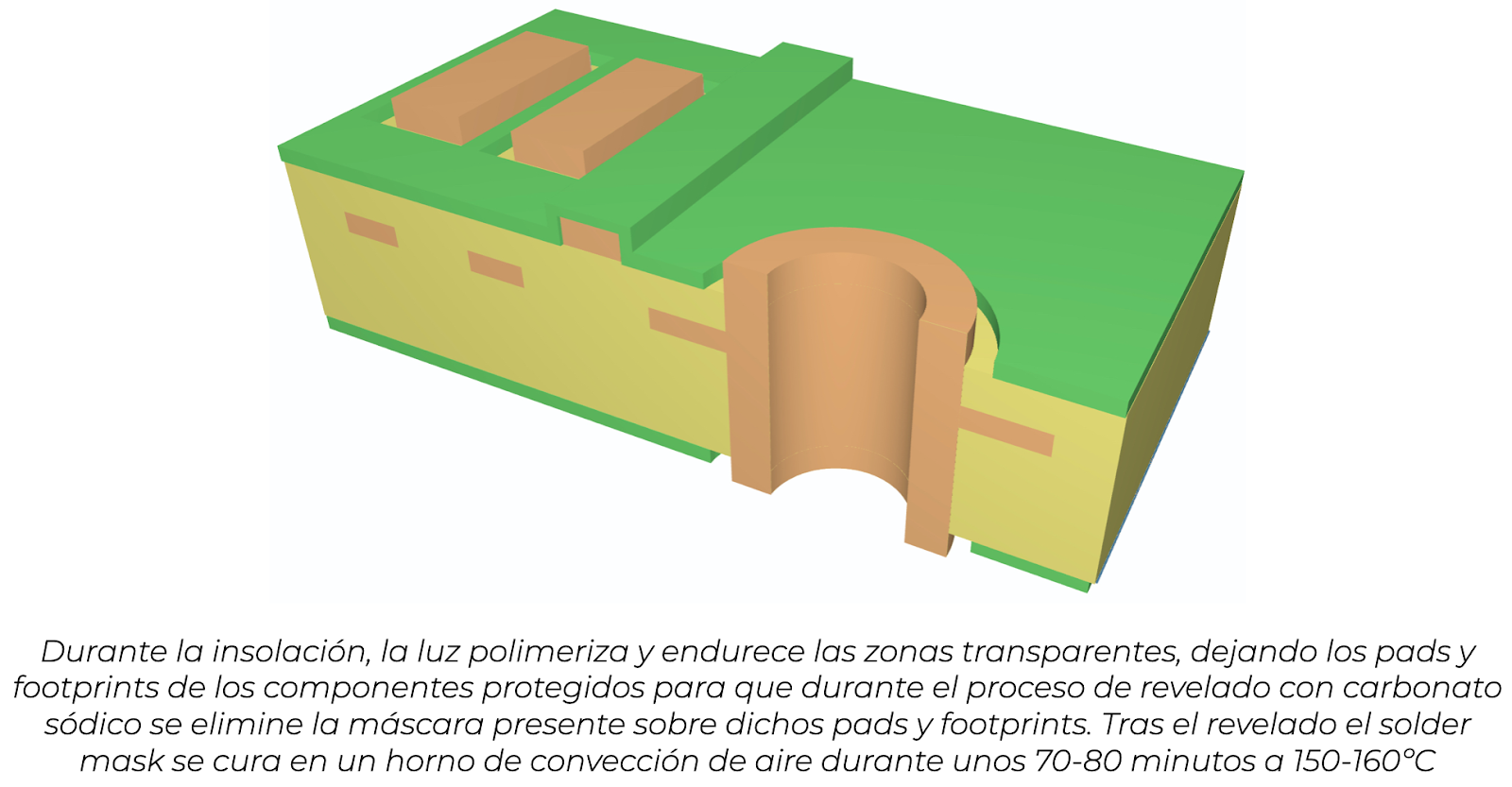
Tras un breve periodo de espera para que la tinta no se pegue a los fotolitos, los paneles pasan al insolado de solder mask donde el proceso es similar al ya visto anteriormente para los cores internos y las caras externas. Los dos fotolitos con el layout de las zonas donde el cliente va a soldar componentes o donde va a haber contacto eléctrico se han centrado en dos estructuras móviles o “frames”, que permiten un perfecto registro fotolito-placa mediante cámaras.
Sobre el autor / Sobre la autora
Recursos Relacionados
Related Technical Documentation
Del diseño al lanzamiento, sin fricciones
- Mantén las revisiones vinculadas a la versión correcta
- Reduce la confusión en las transferencias y el retrabajo
- Detecta antes los riesgos de abastecimiento y liberación
- Trabaja por tu cuenta y comparte cuando sea necesario
Comenzar
Thank you, you are now subscribed to updates.