









¿Cómo se fabrica una PCB multicapa? (Parte IV)







En artículos anteriores hemos ido definiendo lo que será nuestro PCB: creando caras internas y prensándolas con lo que posteriormente serán las caras externas; realizando orificios y metalizándolos; creando las pistas exteriores y protegiendolas.
Los procesos que vamos a definir en este artículo son los que restan para finalizar nuestro PCB, antes de que pase por Calidad.
MARCADO DE COMPONENTES
El marcado de componentes es el “mapa” en el que encontrar la simbología de los componentes que van a soldarse. Pero también es el lugar donde marcar logotipos, marcas comerciales, referencias a normativa e indicadores de trazabilidad, fechas de fabricación o números de lote.
Aunque el proceso tradicional de serigrafía sigue siendo muy utilizado especialmente en Asia o la India por su alta productividad a la hora de hacer grandes series, en Europa y EEUU ha dado paso a procesos más modernos como las Impresoras Ink Jet que permiten imprimir líneas más finas (3 mils de pulgada o 75 μm contra los 6 mils o 150 μm del proceso tradicional) y sobre todo, personalizar el marcado de cada placa mediante códigos de barras, QRs o datamatrix para trazar unitariamente cada placa durante el proceso de montaje. El tiempo de preparación es muy reducido (unos pocos segundos frente a 45 minutos de media para la serigrafía tradicional) y permite unos centrajes casi perfectos al utilizarse cámaras contra puntos de referencia localizados en el cobre del PCB. ›
ACABADOS
Los acabados pueden, dependiendo cual se escoja, aplicarse a nivel de panel de producción o a nivel de panel de entrega o unitario (según sea el caso). Los acabados HAL y ENIG suelen aplicarse a nivel de panel tras el marcado de componentes. En el caso de los acabados InmSn e InmAg, es aconsejable aportar el acabado al final del proceso para así evitar problemas de manipulación.
Para conocer las ventajas y desventajas de cada acabado puede consultarse mi anterior post publicado en el blog de ALTIUM.
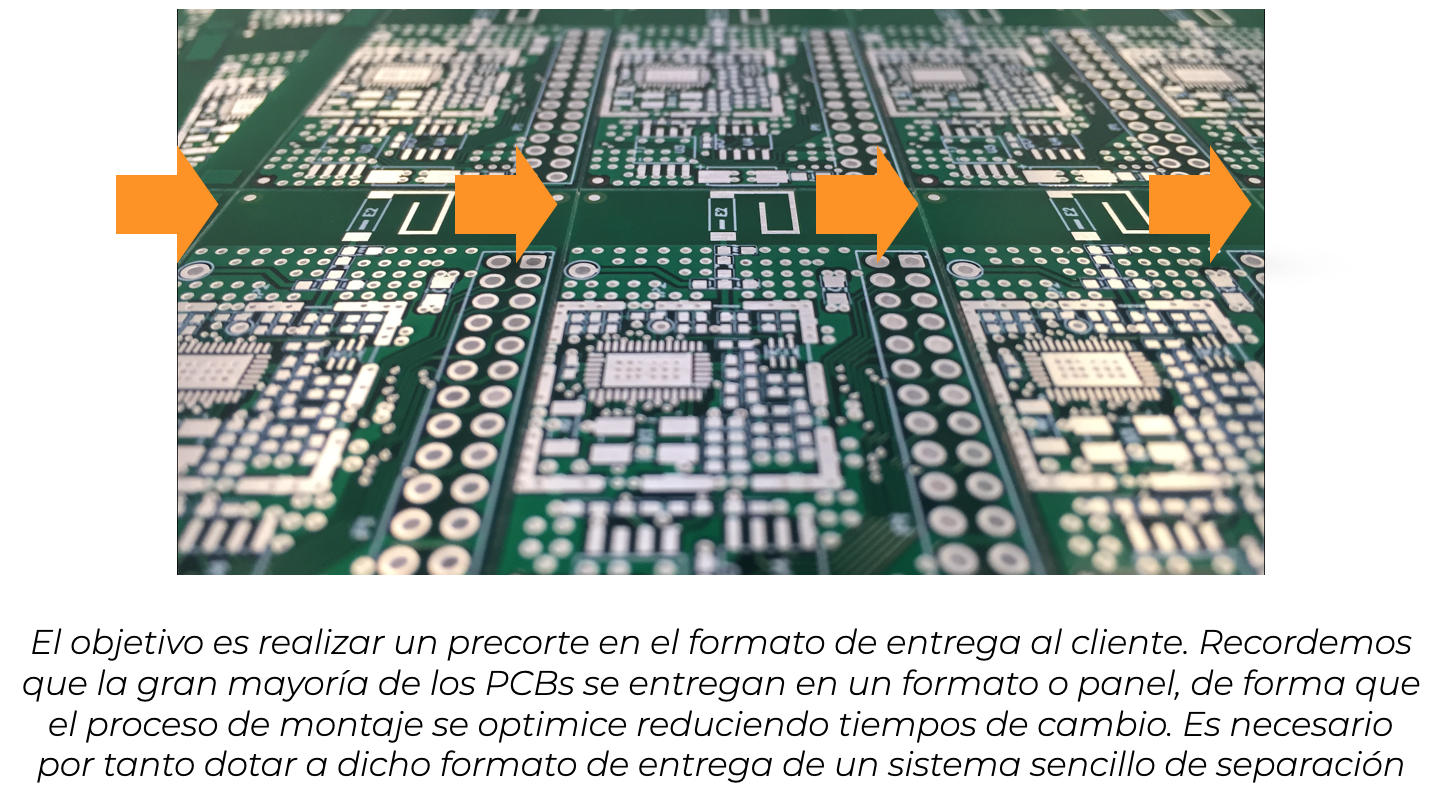
SCORING, RANURADO O V-CUT
Recibe este nombre el proceso en el que dos cuchillas dentadas enfrentadas entre sí realizan un surco en forma de “V” (de ahí el nombre anglosajón “V-Cut”) en cada uno de los lados del PCB. El ángulo de la cuchilla puede variar entre 15º, 30º y 45º (los más comunes).
En Asia o India es muy común que este proceso sea manual. Necesita de un operario encargado del montaje de las cuchillas y de alimentar a la máquina así como de la descarga de los formatos procesados. El proceso se realiza una vez fresado el formato por lo que aun siendo un proceso más rápido, se hace necesaria una mayor cantidad de material a procesar y recursos humanos “full time”. Es un proceso con una posibilidad mayor de error ya que el ajuste de la cuchilla no es sencillo y la alineación se basa en escuadras con sistemas de muelles que pueden moverse durante el proceso, causando una cantidad importante de formatos defectuosos hasta que el operario llegue a percatarse del problema.
En Europa y EEUU se contemplan máquinas completamente automáticas en las que desde Oficina Técnica (CAM) se realiza el programa de corte. La máquina carga automáticamente los paneles de producción y alinea los puntos definidos en CAM con los puntos que están físicamente en el panel (y que normalmente son fiduciales de cobre); una vez producida la alineación máquina-panel, realiza los precortes tomando como base las coordenadas aportadas en el programa. Es posible mediante programación, regular la altura de los precortes para aportar la rigidez necesaria al panel (en ocasiones es necesario que por el peso de los componentes el precorte sea muy poco profundo para dar más rigidez al formato durante el montaje y el proceso de soldadura, evitando pandeos). De la misma manera las máquinas permiten realizar precortes con salto; de esta forma pueden realizarse preformas a medida de la necesidad del cliente final.
FRESADO, CONTORNEADO O ROUTING
Aquí los formatos de entrega se “separan” del panel de producción. El proceso se realiza en máquinas CNC con motores especiales de fresado a bajas r.p.m que aguantan las tensiones tangenciales provocadas durante el proceso. Primero el operario preparará las brocas y fresas necesarias definidas en la Ficha Técnica.. Se colocan en los almacenes de la máquina y son automáticamente seleccionadas dependiendo de la necesidad dictada por el programa CNC. Los paneles se insertan en la bancada utilizando como referencia las guías que se taladran al principio del proceso.
El operario cargará desde el servidor central el programa realizado previamente en CAM. La optimización del programa por parte del ingeniero es muy importante con el objetivo de reducir los tiempos de proceso. Diseñará la ruta del fresado optimizando y reduciendo en lo posible los movimientos de la herramienta, definirá la compensación de la misma y la dirección de la ruta, de forma que la zona a cortar coincida con el ángulo de incidencia de la herramienta. La máquina arrancará el proceso.
Los diámetros de fresa más comúnmente utilizados son de 1,6 - 2,0 mm; esto causará unos radios interiores de 0,8 - 1,0 mm lo que tendrá que ser tenido en cuenta por el ingeniero de CAM, quien posiblemente tenga que incluir taladros de desahogo en los casos en los que el cliente no pueda admitir dichos redondeos. Las fresas y brocas deben de ser periódicamente sustituidas para evitar que por efecto del desgaste se pierda precisión en la tolerancia.
El fresado es un proceso con unas tolerancias de proceso que puede rondar las 100 - 200 μm dependiendo del equipo utilizado. Por ello se aconseja que las pistas, pads y patterns de cobre queden alejados al menos 300 μm de cualquier fresado. De esta manera se evitará que el cobre quede dañado (levantado) al pasar cerca la fresa.
Terminado el proceso, el operario retira los recortes sobrantes y pasa los PCBs por una línea de limpieza con agua desionizada para eliminar cualquier resto de polvo de fibra de vidrio.
Sobre el autor / Sobre la autora
Recursos Relacionados
Related Technical Documentation
Del diseño al lanzamiento, sin fricciones
- Mantén las revisiones vinculadas a la versión correcta
- Reduce la confusión en las transferencias y el retrabajo
- Detecta antes los riesgos de abastecimiento y liberación
- Trabaja por tu cuenta y comparte cuando sea necesario
Comenzar
Thank you, you are now subscribed to updates.