





Porady i wskazówki dotyczące montażu

At a Glance
Opanuj sztukę montażu PCB dzięki ekspertowskim wskazówkom i technikom dostosowanym do montażu ręcznego. Od wyboru szablonu po procesy przepływu, optymalizuj swój proces montażu dla efektywnej weryfikacji, niezależnie od tego, czy chodzi o prototypowanie, czy produkcję masową.






Po zakończeniu projektowania PCB w Altium i otrzymaniu płytek, nadszedł czas, aby pomyśleć o tym, jak zmontować płyty do weryfikacji. Niezależnie od tego, czy chodzi o produkcję masową, czy prototypowanie, projektant powinien być świadomy technik montażu. Powinno to być częścią procesu przeglądu projektu, aby upewnić się, że płyta została sprawdzona pod kątem problemów z projektowaniem pod kątem montażu (DFA). Głównym tematem tego artykułu będzie montaż ręczny, więc podzielę się różnymi wskazówkami i trikami z mojego doświadczenia, takimi jak wybór szablonu i pasty lutowniczej, wyzwania związane z różnicą temperatur, lutowanie komponentów itp.
Stwórz szablon pasty lutowniczej
Przede wszystkim, użycie szablonu do rozprowadzenia pasty lutowniczej to ogromna oszczędność czasu w porównaniu z dozowaniem jej za pomocą strzykawki. Prawie wszystkie fabryki prototypów płytek drukowanych na całym świecie oferują ultra-tanie szablony bezramowe, lub niektóre firmy oferują samodzielne usługi w celu produkcji tanich prototypów. Warto więc wydać każdy grosz, aby nie lutować ręcznie każdego pojedynczego elementu montażu powierzchniowego, co jest jednocześnie znacznie łatwiejsze.
Mimo że istnieją różne procesy lub materiały do produkcji szablonów, chodzi po prostu o posiadanie otworów na luty na cienkiej blasze metalowej, zazwyczaj ze stali nierdzewnej. W zależności od minimalnego rozmiaru rozstawu w projekcie, mogą być używane szablony wytrawiane chemicznie lub wycinane laserowo. Wytrawianie chemiczne jest optymalne, jeśli twój projekt zawiera komponenty o bardzo drobnych rozstawach. Najmniejsze rozmiary padów również decydują o grubości blachy, tak aby można było zachować odpowiedni stosunek wymiarów dla właściwej ilości pasty lutowniczej. Prototypowanie i produkcja małoseryjna zazwyczaj nie wymagają ramy wokół szablonu, chyba że planujesz używać maszyn montażowych, więc wybór szablonu bezramowego obniży koszty.
Z innej perspektywy, jeśli jesteś bardziej zainteresowany DIY i masz dostęp do lasera tnącego, możesz nawet wyprodukować szablon z przezroczystości do drukarek laserowych.
Mogłeś próbować wyciąć blachę laserem. Mogło to nie pójść zbyt dobrze, kończąc się stopionym bałaganem. Jednak tutaj wchodzą w grę przezroczystości do drukarek laserowych, gdzie arkusze z acetatu mogą wytrzymać wyższe temperatury i mają odpowiednią grubość. Chodzi wszystko o zarządzanie temperaturą, i istnieją pewne triki, aby poprawić operację cięcia laserowego szablonu. Po pierwsze, ponieważ arkusze z acetatu są lekkie, nie chcesz ciąć bezpośrednio na łóżku lasera, ponieważ mogą łatwo się przesuwać podczas procesu. Moim preferowanym rozwiązaniem jest użycie płaskiego fragmentu kartonu nasączonego wodą na pierwszej warstwie, który jest pokryty arkuszem zwykłego papieru ksero również nasączonego wodą. Na to dodaje się arkusz przezroczystości i kolejny arkusz papieru ksero nasączonego wodą. Można by pomyśleć, że to dużo wody do nasączenia, ale wiązka laserowa nie ma problemu z wodą; wręcz przeciwnie, utrzymuje wszystko miło i chłodno, tak że szablon się nie topi. Możesz zmniejszyć pomoc powietrzną do minimalnego poziomu, który nie wysuszy papieru i utrzyma soczewkę w czystości.
Zachowuj niską prędkość ruchu, chyba że dysponujesz zaawansowaną maszyną taką jak Trotec lub Epilog. Niektóre lasery mogą odbijać się od pasów, co skutkuje niedokładnymi narożnikami i wypalaniem małych szczelin między padami komponentów o małym rozstawie. Jako ostatnie ustawienie, poziom mocy powinien być ustawiony tak, aby przeciąć pierwszą warstwę kartonu, ale nie na wylot, zapewniając wystarczającą moc do czystego cięcia bez niepotrzebnego ciepła.
Fiksacja i aplikacja pasty
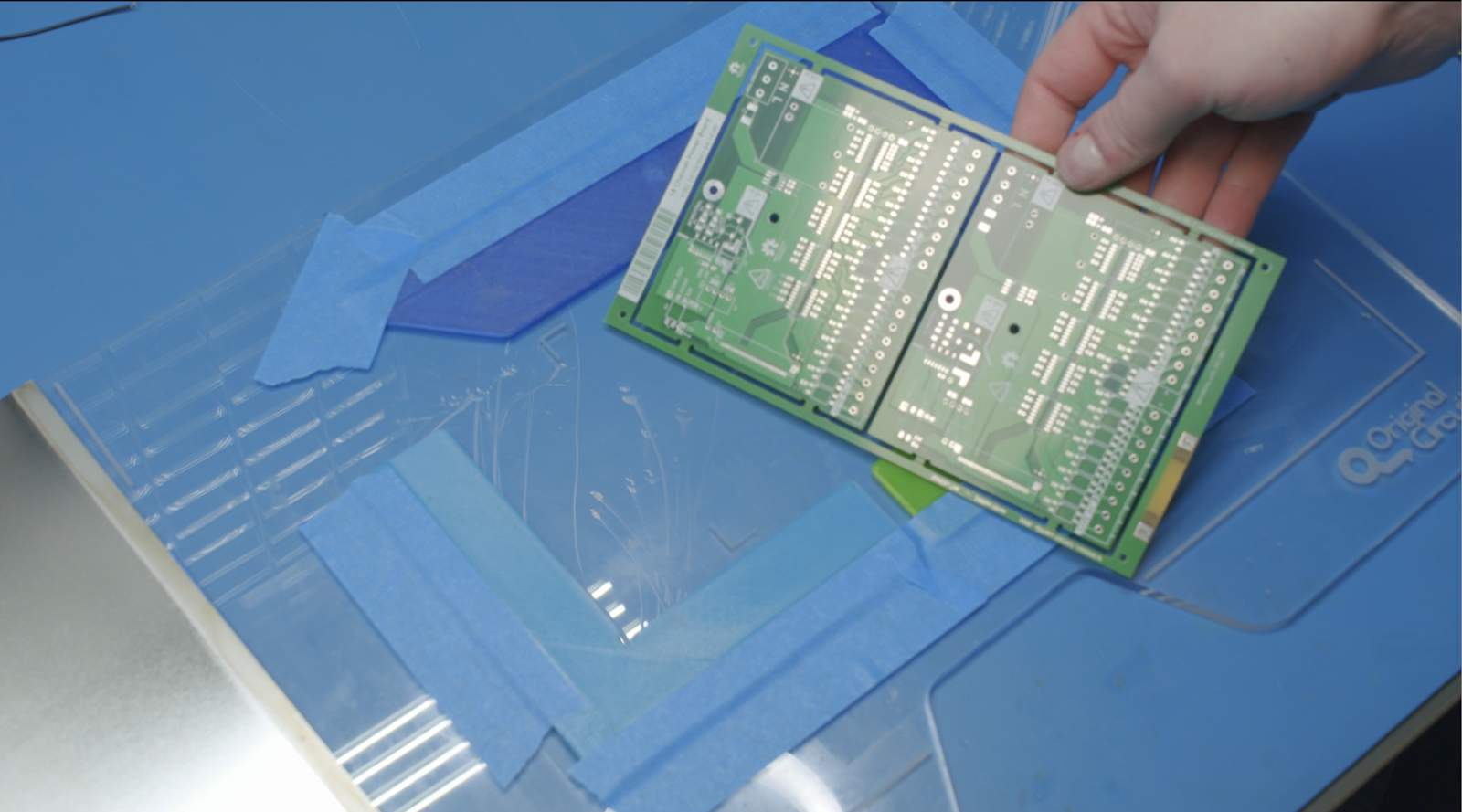
Po uzyskaniu szablonu, kluczowe jest precyzyjne umieszczenie go na płycie obwodu drukowanego. Do niedawna moim rozwiązaniem było przyklejanie dodatkowych płyt obwodów z poprzednich projektów na moim biurku, aby utworzyć ramę, aż do momentu, gdy niedawno wyciąłem z akrylu arkusz do moich szablonów. Nie musi to być koniecznie powierzchnia wycięta laserowo, ale cokolwiek sztywne i płaskie, takie jak deska do krojenia czy podkładka, powinno dobrze spełnić tę rolę.
Zamiast używać pozostałych PCB do utrzymania płyty na mojej akrylowej płycie, wydrukowałem również 3D otoczenie płyty z krawędzią, która zapewnia, że szablon nie opiera się na niczym wyższym niż powierzchnia płyty. Delikatne umieszczenie szablonu na górnej powierzchni płyty pomoże zredukować efekt rozmazywania, utrzymując kontakt płyty z szablonem przez cały proces. Odkryłem również, że przydatne jest przyklejenie szablonu do innego plastikowego podnośnika działającego jako zawias, co pozwala nam na czyste podniesienie go. Nie bój się używać dodatkowej taśmy po przeciwnej stronie szablonu, aby zapobiec przesuwaniu się, ponieważ precyzyjne ustawienie podczas aplikacji jest kluczowe. Istnieje wiele sposobów na dokładne domowe ustawienie, szczególnie po rewolucji drukarek 3D, i to jest tylko jeden z nich.
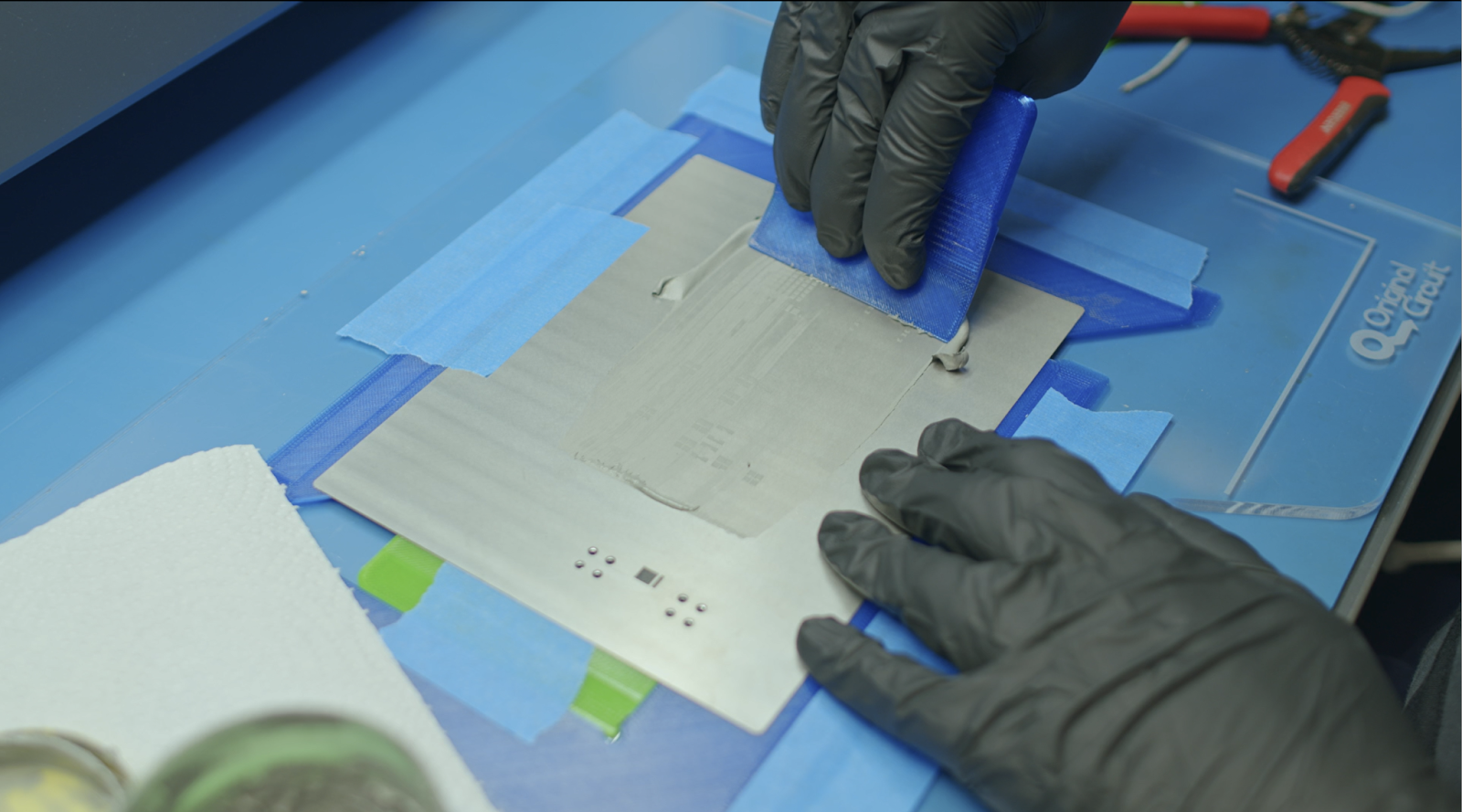
Następnym krokiem jest aplikacja pasty lutowniczej, ale powinieneś mieć odpowiednią pastę. Preferuję używanie serii GC10 firmy Henkel Loctite o rozmiarze siatki T4 lub T5, gdzie im drobniejsza siatka, tym lepsza aplikacja na małe pady. Ta pasta jest idealna do prototypowania z kilku powodów. Po pierwsze, masz ponad 8 godzin czasu na montaż, zanim pasta się zepsuje. Ponadto, aby była stabilna w temperaturze pokojowej, nie musi koniecznie być przechowywana w lodówce. Chociaż dobra jakość pasty lutowniczej jest droga, tubka wystarczy ci długo po przekroczeniu terminu przydatności do użycia. Nie martw się, jeśli pasta jest przeterminowana - jako ratunek, zamiast wyrzucać przeterminowaną pastę, która jest trudna do nałożenia przez szablon, możesz po prostu dodać trochę żelu-fluksu do pasty. SMD291 firmy CHIPQUICK jest zdecydowanie najlepszym wyborem dla mnie spośród wszystkich żeli-fluksów, i nie mogę wymyślić lepszego duetu niż przeterminowana pasta zmieszana z przeterminowanym fluksiem.
Teraz, gdy masz pastę na wszystkich padach, czas umieścić komponenty. Zakrzywione pincety są moimi ulubionymi, ponieważ oferują lepszą widoczność i precyzję podczas umieszczania komponentów. Mimo to, zdecydowanie odradzam unikanie tanich zestawów pincet za wszelką cenę - nie są tego warte. Szukasz stali nierdzewnej lub ESD ceramicznych w wzorze 7SA. Uwielbiam również mieć uchwyty z miękkim obiciem, ponieważ są znacznie wygodniejsze podczas długich sesji montażowych.
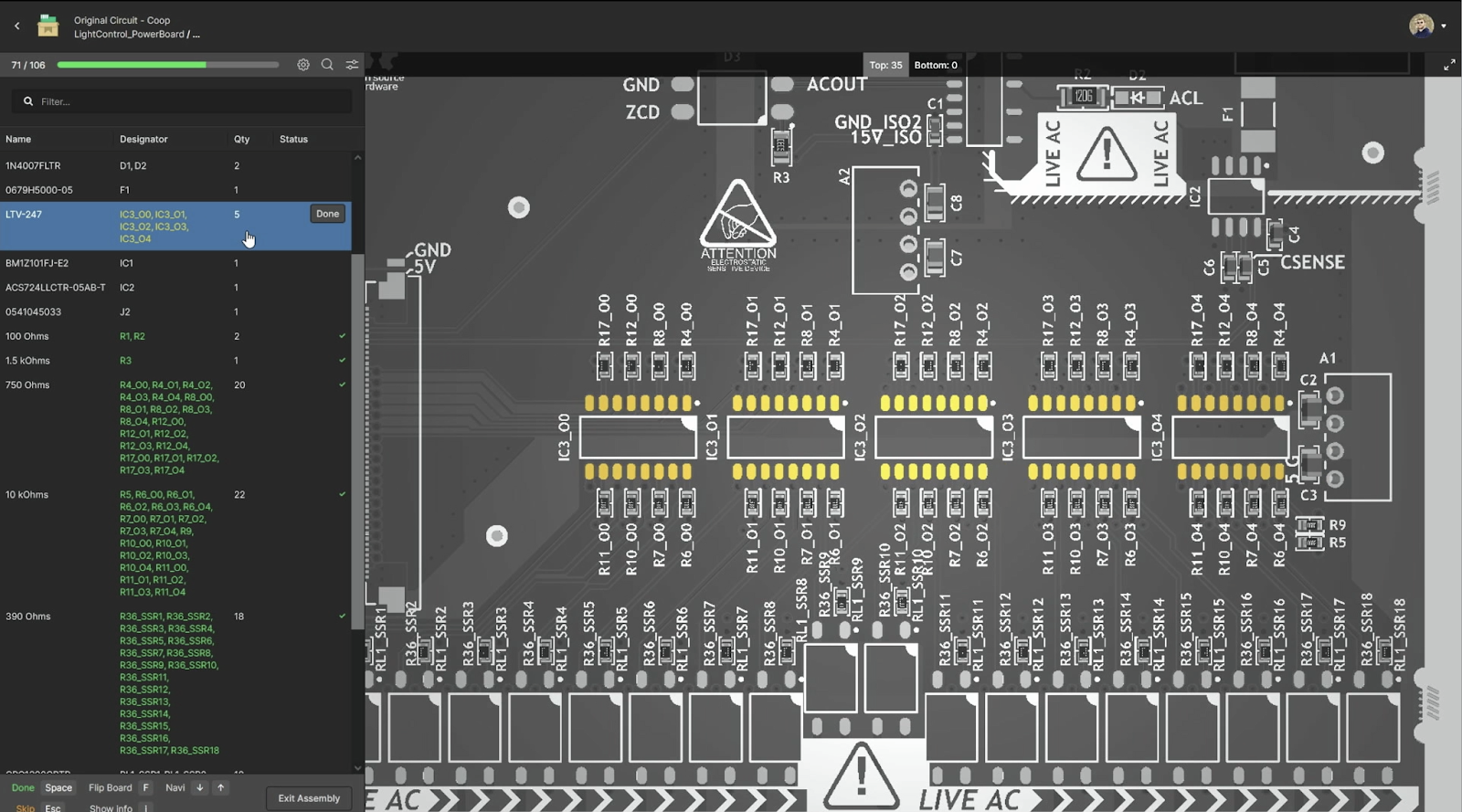
Śledź części z pomocą Asystenta Montażu
Wydrukowanie rysunku montażowego to jedna z opcji śledzenia, która część idzie gdzie. Ostatnio wypróbowałem Altium 365 Assembly Assistant, co jest znacznie bardziej praktyczne niż wydruki. Łatwo jest śledzić postęp montażu dzięki wirtualnemu zasiedlaniu płyty i funkcjom wyszukiwania z dobrą wizualną informacją zwrotną. Kliknij link, jeśli chciałbyś to wypróbować; możesz nie chcieć wracać do wydruków.
Kiedy przeprowadzasz reflow płytki, napięcie powierzchniowe pomaga ci, dając pewną swobodę w precyzji umieszczania. Dopóki końcówki komponentu dotykają pasty, część wyprostuje się podczas reflow, ułatwiając życie przy umieszczaniu małych komponentów, takich jak pakiet 0201. Jeśli chodzi o umieszczanie układów scalonych, wystarczy upewnić się, że końcówki są wyrównane z pastą i nie dotykają sąsiedniego pada, a resztę zostawić napięciu powierzchniowemu. Nie musisz się martwić, jeśli nie jest prawidłowo umieszczone podczas reflow; jeśli nie jesteś pewien, delikatnie popchnij układ scalony, gdy lut jest jeszcze płynny, a on wróci na swoje miejsce lub wyskoczy z wyrównania. Jeśli wyjdzie z wyrównania, możesz go podnieść i ponownie umieścić.
Prosta stacja do przeprowadzania reworku z kontrolą temperatury jest zazwyczaj odpowiednia do reflow większości płyt. Stacja do reworku w stylu 858D sprawdziła się dobrze przez ponad dekadę w moim laboratorium; jest tania i dobrze spełnia swoje zadanie. Pamiętaj tylko, że twoja ławka i mata ESD mogą stopić się podczas reflow. Używam silikonowych mat do pieczenia w kształcie piramid, aby utrzymać płytę w cieple i izolować blat mojego stołu. Nie musisz wydawać pieniędzy na piekarnik do reflow; jednak, jeśli zdecydujesz się, sprawdź picoReflow, który jest projektem open-source, przejmującym kontrolę nad twoim piekarnikiem.
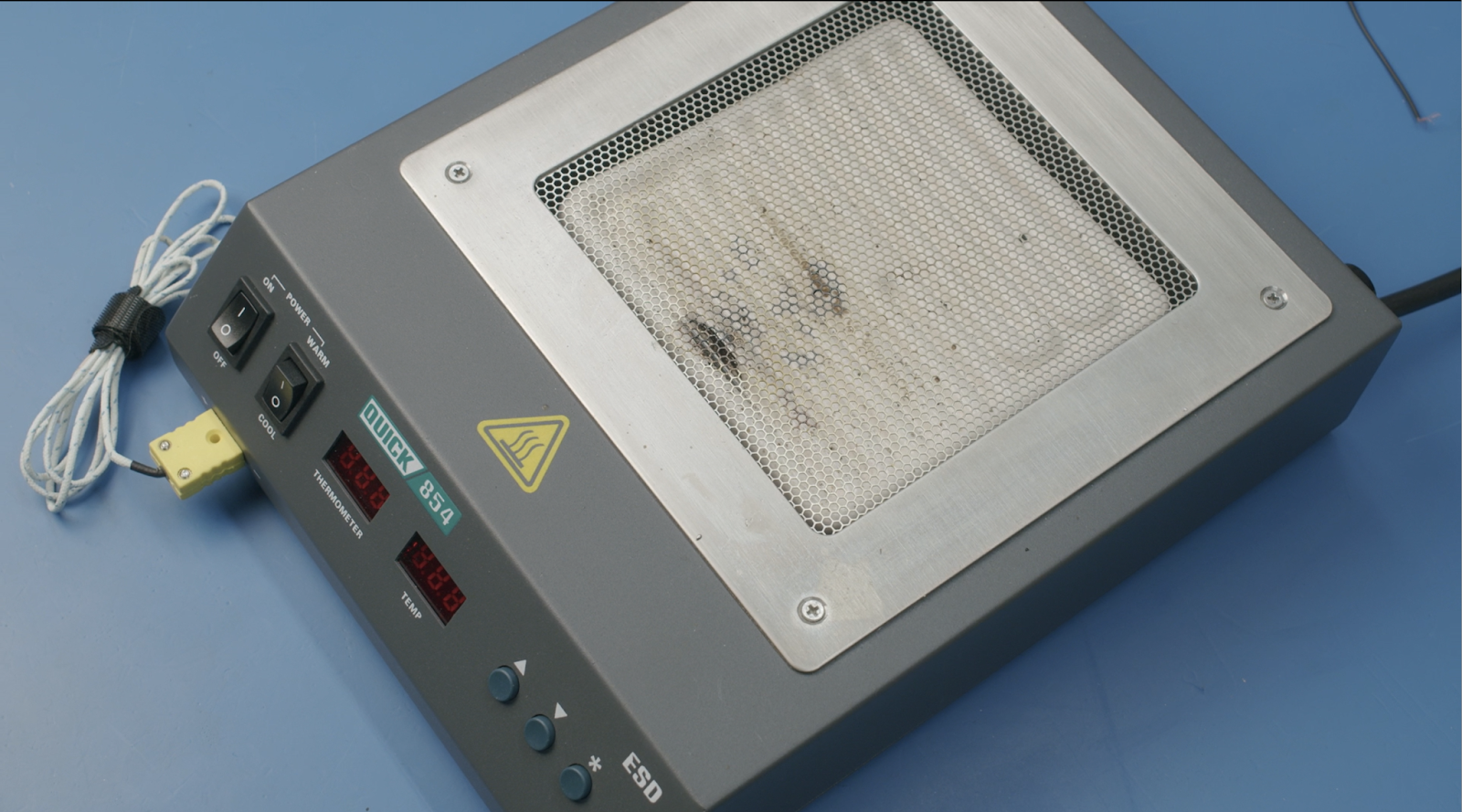
Proces przepływu może stać się nieco skomplikowany, jeśli masz płytę z dużą masą termiczną, taką jak rdzenie metalowe lub wiele warstw ciężkiego miedzianego laminatu. Dostarczenie wystarczającej ilości ciepła do płyty może zająć więcej czasu, co powoduje, że Twój topnik wyparuje zanim lut całkowicie się przepłynie. Może być konieczne rozważenie użycia podgrzewacza, ponieważ sama stacja przepływowa może nie wystarczyć. Jeśli jesteś gotów ponieść koszty, JBC produkuje jedne z najlepszych profesjonalnych podgrzewaczy. Ja korzystam z relatywnie taniej alternatywy Quick 854, która ma ograniczony obszar podgrzewania i kontrolę. Alternatywnie, tani elektryczny patelnia lub grill Teppanyaki to budżetowa alternatywa dla profesjonalnych podgrzewaczy; jednak mają one słabą kontrolę ciepła, która oscyluje między przegrzewaniem a niewystarczającym dostarczaniem ciepła.
Jeśli w Twoim laboratorium jest podgrzewacz, możesz rozważyć jego użycie przez cały proces przepływu. Mimo że są do tego zdolne, nie preferuję ich używania do przepływu. Zamiast tego chciałbym użyć ich do podgrzania płyty do temperatury nasączania pasty, a następnie selektywnie podgrzać płytę przy użyciu mojej stacji gorącego powietrza – jedno miejsce na raz, co pozwala mi monitorować topnienie lutu. Robienie tego również skraca mój czas naprawy problemów z montażem, ponieważ mogę na bieżąco korygować wszelkie problemy. To nie jest pełny zamiennik dla wielostrefowego przemysłowego pieca przepływowego. Jednak tylko niewielki procent moich płyt napotyka problemy takie jak tombstoning czy nieprawidłowe umiejscowienie.
Części przewlekane są ostatnie w procesie montażu. Powinieneś zacząć montaż przewlekany, jak tylko płyta wystygnie na tyle, by można było ją bezpiecznie obsługiwać, szczególnie jeśli Twoja płyta ma dużą masę termiczną. Praca z ciepłą płytą zmniejszy różnicę temperatur i ułatwi Ci życie podczas lutowania. Warto wspomnieć, że dobra jakość stacji lutowniczej bardzo Ci pomoże, oprócz wyboru odpowiedniej geometrii końcówki. Preferuję końcówki dłutowe niż stożkowe, które ogólnie są bardziej bolesne niż warte. Jeśli masz komponenty przewlekane z dużą masą termiczną (takie jak bloki zaciskowe), podgrzanie wyprowadzenia stanowi większe wyzwanie niż podgrzanie płyty. Rozważ użycie specjalnej końcówki z wklęsłym odcinkiem do obsługi tych. Nie ma znaczenia, czy końcówka jest większa niż komponent lub wyprowadzenie; napięcie powierzchniowe bardzo Ci pomoże. Z radością używam końcówki o szerokości 3mm do pracy nad częściami 0402.
Z wszystkimi wskazówkami i trikami, prototypowanie z komponentami montowanymi powierzchniowo byłoby znacznie łatwiejsze i szybsze niż prototypowanie z częściami przewlekanymi. Spróbuj prototypowania w domu; nie zajmuje to dużo czasu, o ile sam ograniczysz liczbę komponentów do zarządzalnego limitu. To również rodzaj medytacji, i znajduję to dość relaksującym. Śledź dalsze wskazówki dotyczące montażu dla dużej liczby komponentów, montażu pick-and-place i tak dalej.
Niezależnie od tego, czy potrzebujesz zbudować niezawodną elektronikę mocy czy zaawansowane systemy cyfrowe, użyj kompletnego zestawu funkcji projektowania PCB i światowej klasy narzędzi CAD w Altium Designer®. Aby zaimplementować współpracę w dzisiejszym interdyscyplinarnym środowisku, innowacyjne firmy korzystają z platformy Altium 365™, aby łatwo udostępniać dane projektowe i wprowadzać projekty do produkcji.
Dotknęliśmy tylko powierzchni tego, co jest możliwe z Altium Designer na Altium 365. Rozpocznij swoją darmową wersję próbną Altium Designer + Altium 365 już dziś.
About Author
Related Technical Documentation
Spis treści
Od projektu do wydania, bez zbędnych przeszkód
- Powiąż przeglądy z właściwą wersją
- Ogranicz niejasności przy przekazywaniu i konieczność poprawek
- Wcześniej wykrywaj ryzyko związane z zaopatrzeniem i wydaniem
- Pracuj samodzielnie, udostępniaj w razie potrzeby
Rozpocznij
Thank you, you are now subscribed to updates.

