











Stackup rigido-flessibile: dove i buoni progetti sbagliano ancora prima che il layout inizi

At a Glance
Ottimizza gli stackup rigid-flex con decisioni prese fin dalle prime fasi per prevenire guasti. Scopri come adesivi, zone di transizione e scelta dei piani influiscono sull’affidabilità.







I design stack-up per rigid-flex sono più complicati degli stack-up delle schede rigide? Nella maggior parte dei casi sì. Anche un semplice rigid-flex può essere più difficile di un progetto HDI complesso.
I progettisti che conoscono bene e hanno esperienza nella progettazione di schede rigide possono facilmente presumere che valgano ancora le consuete regole di selezione dei materiali. O almeno che si applichino abbastanza bene da permettere di completare il layout. A volte è così, a volte no. Quando non lo è, le conseguenze non emergono fino alla fabbricazione o persino all’assemblaggio.
Nel rigid-flex, lo stack-up non è qualcosa che si possa perfezionare in seguito. Definisce i limiti di affidabilità, resa e costo molto prima che venga tracciata la prima pista.
Punti chiave
- Lo stack-up determina il successo, quindi va deciso presto. Gli stack-up rigid-flex sono più complessi di quelli delle schede rigide e definiscono affidabilità, resa e costo prima ancora che inizi il routing.
- Scegli consapevolmente tra adesivo e senza adesivo. Gli strati adesivi aggiungono variabilità di spessore e stress. Le costruzioni senza adesivo sono spesso preferite per multilayer/rigid-flex, pieghe strette, microvia e maggiore esposizione termica, a fronte però di costi e tempi di consegna più elevati.
- Progetta la zona di transizione tra rigido e flessibile. Definiscine esplicitamente posizione e dimensioni nelle note di fabbricazione ed evita cambi bruschi di strati o rame. I guasti spesso compaiono più tardi (cricche, delaminazione, fatica del rame), quindi è importante coinvolgere presto il fabbricante.
- Riconsidera i layer di piano nelle aree flessibili. I piani pieni resistono alla flessione e accelerano la fatica. Usa, se necessario, retinature, piani segmentati o parziali, bilanciando le esigenze elettriche (impedenza/percorsi di ritorno) con l’affidabilità meccanica, idealmente tramite revisioni iniziali dello stack-up con il tuo fabbricante.
Adesivo vs. senza adesivo
Molti progettisti non scelgono consapevolmente tra costruzioni flex con adesivo e senza adesivo. Spesso la scelta deriva da uno stack-up predefinito, da una specifica legacy o semplicemente da ciò che è stato usato l’ultima volta.
Su un disegno, entrambe le opzioni sembrano simili. In fabbricazione, però, si comportano in modo molto diverso.
Gli strati adesivi introducono variabilità. Si muovono con il calore. Aggiungono spessore che non è sempre perfettamente uniforme e, nelle applicazioni flex dinamiche, questo spessore può compromettere la flessibilità a lungo termine del progetto. Nulla di tutto ciò impedisce la fabbricazione, ma influisce sull’applicazione finale e riduce il margine operativo del fabbricante, soprattutto quando aumenta il numero di strati o le geometrie diventano più piccole.
Di seguito un commento comune durante la revisione del progetto da parte dei fabbricanti quando si trovano davanti a questa situazione:
Quando vediamo registrazione critica, via impilate e flex con adesivo, sappiamo già dove si manifesterà lo stress. Possiamo costruirlo, ma a volte piccoli aggiustamenti nello stack dei materiali possono avere un impatto enorme su resa e affidabilità.
Le costruzioni senza adesivo sono spesso raccomandate per i flex multistrato e soprattutto per le costruzioni rigid-flex. Offrono un migliore controllo dello spessore e, cosa altrettanto importante, un comportamento più stabile sull’asse Z. Per questo sono comuni nei progetti con microvia, requisiti di piega più stretti o maggiore esposizione termica durante l’assemblaggio.
Perché allora non tutti i progetti rigid-flex usano materiali senza adesivo? Sono raccomandati, ma il compromesso è rappresentato dal costo e, talvolta, da tempi di consegna più lunghi.
Un approccio non è necessariamente migliore dell’altro. Il punto è che questa decisione condiziona tutto ciò che segue. Una volta iniziato il layout, cambiarla diventa improbabile, anche quando i problemi iniziano a emergere più avanti.
Zone di transizione
I progettisti tendono a ragionare in termini di aree rigide e aree flessibili. I fabbricanti, invece, pensano allo spazio tra le due.
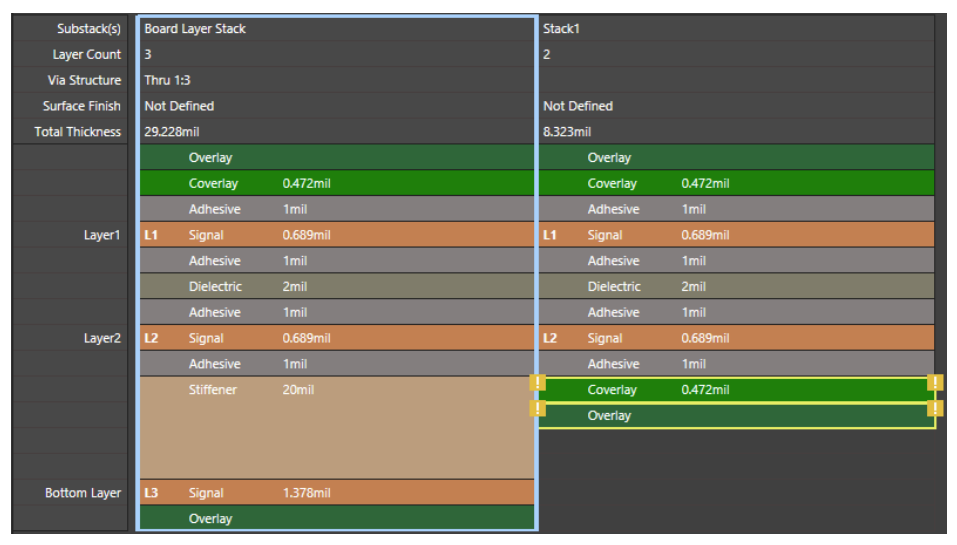
Quella zona di transizione tra rigido e flessibile è tipicamente l’area in cui si concentra lo stress. È anche il punto in cui si scontrano le ipotesi sullo stack-up. Va notato che, nella tipica definizione dello stack dei layer in CAD, non esiste una definizione esplicita di “zona di transizione” (vedi sotto); posizione e dimensioni della zona di transizione devono essere indicate nelle note di fabbricazione.
Per esempio, evita cambi bruschi nel numero di strati, piani che terminano improvvisamente, distribuzioni di rame che in CAD sembrano bilanciate ma che, una volta laminate, si comportano in modo molto diverso. Non sono casi insoliti. Sono comuni. E di solito non si guastano in modi evidenti.
Un fabbricante lo ha spiegato così:
La maggior parte dei problemi nella zona di transizione non si manifesta elettricamente. Vediamo cricche, delaminazione o fatica del rame più tardi. Quando il problema diventa visibile, lo stack-up ha già fatto il danno.
È questo che rende quest’area così insidiosa. Non sempre è possibile individuare questi problemi con un DRC. Spesso emergono durante la depanelizzazione, l’assemblaggio o dopo che il prodotto è stato installato e sottoposto a flessione sul campo.
È sempre consigliabile chiedere al proprio fabbricante indicazioni sulle migliori pratiche per la zona di transizione. Anche seguendo le “best practice di settore”, non è raro che i fabbricanti suggeriscano piccoli aggiustamenti per garantire che i parametri del loro specifico processo siano compatibili con il tuo progetto.
Layer di piano nelle aree flessibili
I piani pieni sono noti per risolvere problemi reali sulle schede rigide e i progettisti si fidano di essi a ragione. Il progetto rigid-flex cambia le regole.
Perché? I piani pieni in rame resistono alla flessione. Nel tempo concentrano lo stress e accelerano la fatica del rame. Anche nelle applicazioni statiche aumentano la rigidità e fanno crescere il rischio di cricche durante la manipolazione o l’assemblaggio.
La retinatura, il rame segmentato o i piani parziali possono aiutare, ma non sono soluzioni universali. Ogni opzione introduce compromessi elettrici che devono essere valutati consapevolmente, non applicati per impostazione predefinita.
Questo è un altro di quei casi in cui è importante parlare presto con il proprio fabbricante. Quando i progettisti spiegano quali aree richiedono davvero impedenza controllata o percorsi di ritorno puliti, i fabbricanti possono spesso suggerire costruzioni che proteggono sia le prestazioni elettriche sia l’affidabilità meccanica. Quando questa discussione avviene tardi, tutti sono costretti a scendere a compromessi.
Perché i fabbricanti insistono su revisioni anticipate dello stack-up
In tutte e tre queste aree, la stessa conseguenza si ripresenta continuamente. Una volta iniziato il routing, le opzioni si riducono rapidamente.
Un senior process engineer con cui lavoravo una volta mi disse:
Se rivediamo lo stack-up in anticipo, di solito possiamo semplificarlo, migliorare la resa ed evitare sorprese. Dopo l’inizio del layout, per lo più stiamo solo gestendo il rischio.
Quel commento mi è rimasto impresso ed è qualcosa che ho visto confermarsi ripetutamente.
Le revisioni iniziali dello stackup sono il momento in cui le abitudini maturate sulle schede rigide vengono messe in discussione e le considerazioni specifiche del flex entrano in primo piano. Anche se spesso vengono trascurate come primo passo, possono essere il punto in cui molti progetti rigid-flex diventano più semplici, più sottili e più affidabili.
Considerazioni finali
I progetti rigid-flex richiedono un modo di pensare diverso. La scelta dell’adesivo, la pianificazione della zona di transizione e la strategia dei layer di piano non sono considerazioni secondarie. Sono elementi fondamentali.
I progettisti che coinvolgono il proprio fabbricante nella discussione fin dalle prime fasi del processo di progettazione tendono ad avere meno sorprese quando arrivano alla fabbricazione. Un prodotto affidabile è sempre l’obiettivo, e un processo fluido dalla progettazione alla fabbricazione è un ottimo inizio.
Che tu debba realizzare elettronica di potenza affidabile o sistemi digitali avanzati, Altium Develop unisce ogni disciplina in un’unica forza collaborativa. Senza silos. Senza limiti. È il luogo in cui ingegneri, progettisti e innovatori lavorano come un tutt’uno per co-creare senza vincoli. Scopri oggi stesso Altium Develop!
Domande frequenti
Perché gli stack-up PCB rigid-flex sono più complessi degli stack-up standard delle schede rigide?
Gli stack-up rigid-flex combinano materiali con comportamenti meccanici completamente diversi, il che significa che lo stack-up deve tenere conto di flessione, cicli termici, movimento dell’adesivo e stress nella zona di transizione. A differenza delle schede rigide, lo stack-up non può essere perfezionato in seguito. La sua definizione iniziale influisce direttamente su affidabilità, producibilità e durata nel lungo periodo.
Dovrei scegliere materiali con adesivo o senza adesivo per i progetti rigid-flex?
I materiali senza adesivo sono generalmente raccomandati per flex multistrato, microvia, raggi di piega più stretti e assemblaggi ad alta temperatura, perché offrono un migliore controllo dello spessore e un comportamento più stabile sull’asse Z. I materiali con adesivo costano meno, ma introducono variabilità, maggiore spessore e un rischio più elevato di fatica del rame nelle aree flex dinamiche. La scelta dovrebbe essere intenzionale, non basata su stack-up predefiniti o specifiche legacy.
Che cosa causa i guasti nelle zone di transizione tra rigido e flessibile?
La maggior parte dei guasti si verifica perché le zone di transizione concentrano stress meccanico e termico. Cambi bruschi di strati, piani pieni che terminano improvvisamente o distribuzioni di rame non uniformi possono portare a cricche, delaminazione e fatica del rame. Questi problemi spesso non emergono nei DRC; tendono a comparire durante l’assemblaggio, la depanelizzazione o la flessione del prodotto in esercizio. Note di fabbricazione chiare e una revisione anticipata con il fabbricante aiutano a prevenire questi problemi.
Perché i fabbricanti raccomandano di ridurre al minimo i piani pieni in rame nelle regioni flessibili?
I piani pieni resistono alla flessione e creano “punti cerniera” rigidi che accelerano nel tempo la fatica del rame. Questo può portare a fratture o a problemi di affidabilità nel lungo periodo. Nelle regioni flessibili si usano spesso invece piani retinati, segmentati o parziali, bilanciando prestazioni elettriche e flessibilità meccanica. La scelta della strategia corretta richiede un confronto anticipato con il fabbricante per evitare compromessi inutili nelle fasi successive del progetto.
Sull'Autore
Related Technical Documentation
Risorse correlate
Sommario
- Punti chiave
- Con adesivo vs. senza adesivo
- Zone di transizione
- Layer di piano nei circuiti flex
- Perché i produttori spingono per revisioni anticipate dello stackup
- Considerazioni finali
- Domande frequenti
- Perché gli stack-up dei PCB rigid-flex sono più complessi degli stack-up dei PCB rigidi standard?
- Dovrei scegliere materiali con adesivo o senza adesivo per i progetti rigid-flex?
- Quali sono le cause dei guasti nelle zone di transizione tra rigido e flex?
- Perché i produttori raccomandano di ridurre al minimo i piani di rame pieni nelle aree flex?
Dalla progettazione al rilascio, senza attriti
- Mantieni le revisioni collegate alla versione corretta
- Riduci la confusione nei passaggi di consegna e le rilavorazioni
- Individua prima i rischi di approvvigionamento e rilascio
- Lavora in autonomia, condividi quando serve
Per iniziare
Thank you, you are now subscribed to updates.