确保医疗设备供应链中的可靠采购

关键复杂性包括医疗设备的多方面复杂性、复杂的组装过程、严格的监管要求、进出口限制、激烈的竞争环境以及对持续改进(CI)系统的需求(图1)。
为了应对这些挑战,组织可以采取行动投资于研发、实施强有力的质量控制措施、建立健壮的监管团队、了解国际贸易法、区分其产品,并持续改进其运营。
通过解决这些因素,医疗设备公司可以提高其供应链的可靠性,从而改善患者结果。随着全球医疗设备市场预计到2028年将达到7540亿美元,赌注很高,行业必须通过可靠的采购和供应来迎接挑战。
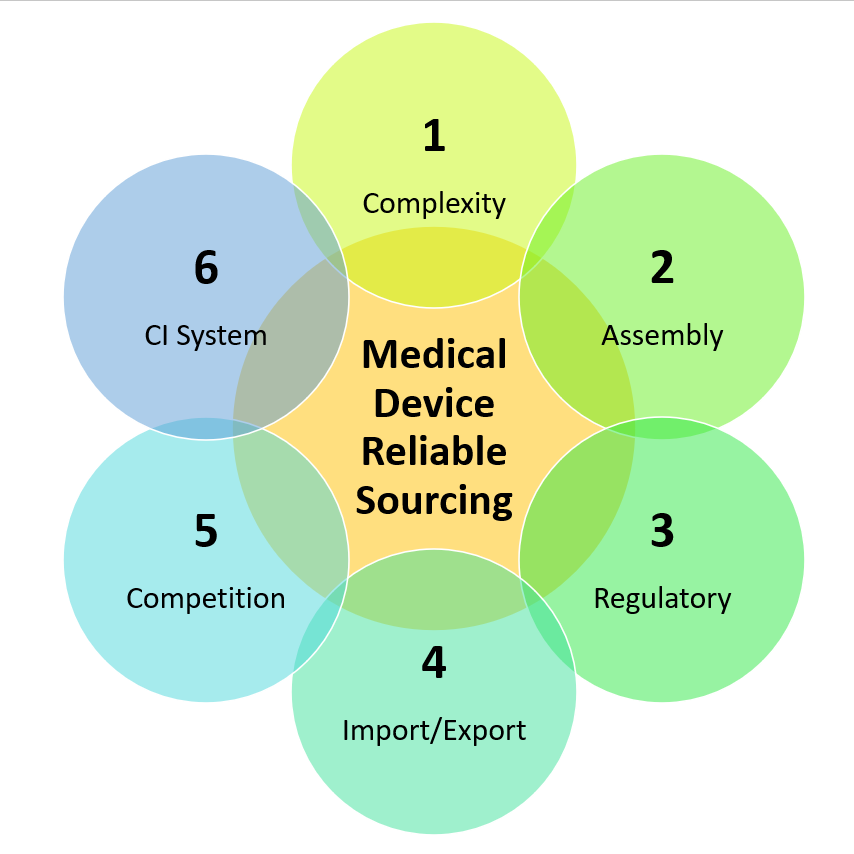
图1:医疗设备采购中需解决的复杂性。
复杂性1:医疗设备的多方面世界
医疗设备的多样性与医疗领域本身一样多样,涵盖了广泛的仪器、机器、植入物、体外试剂和软件,设计用于多种目的。医疗设备的多样性在两个主要层面上运作——人类因素的多样性和设备因素的多样性。这种多样性延伸到不同的维度,承认个体差异。
此外,医疗设备通常是机械性质的,并对人体有惰性效果。它们的范围从简单的日常消费品如眼镜和绷带,到复杂的系统如MRI设备和起搏器。所涉及的技术远远超出了药物科学,包括材料科学、生物工程、工程、电子、软件、信息和通信技术等多个领域。
根据世界卫生组织的数据,现有超过10,000种类型的医疗设备。全球医疗设备市场在2017年达到了近4095亿美元,并预计到2028年将达到7538亿美元。
行动1:投资研发。
组织可以投资研发以跟上医疗技术的最新进展。例如,作为全球医疗技术、服务和解决方案的领导者Medtronic,大量投资于R&D以开发创新的医疗设备。
Medtronic在截至2024年1月31日的十二个月内的R&D支出约为27亿美元,相对于收入的百分比约为9%。这些高额的R&D投资在可穿戴设备、应用程序、手术机器人和人工智能方面取得了成功。

与Cosmo Pharmaceuticals和NVIDIA合作,Medtronic推出了GI Genius™ AI Access™平台。该平台旨在加速医疗保健领域人工智能的创新。GI Genius™智能内窥镜模块是首个获得FDA批准、辅助AI的结肠镜检查工具,帮助医生检测可能导致结直肠癌的息肉。(https://news.medtronic.com/2023-03-22-Medtronic-to-boost-AI-innovation-with-new-platform-introduction)。
复杂问题2:装配的艺术
医疗设备的装配是一个高度复杂且耗时的过程。装配的精确性是医疗设备制造公司追求卓越的关键。清晰的装配指令确保所有装配线工人遵循相同的指导方针,促进制造过程的一致性。例如,对于心脏起搏器或输液泵等复杂医疗设备的安装提供精确指令,保证生产的统一性。
根据麦肯锡的报告,医疗设备行业大约将其销售额的7%用于研发,约12%用于制造。这突显了装配过程在行业中的重要性和复杂性。
行动2:实施严格的质量控制和先进的制造技术。
实施严格的质量控制措施和投资先进的制造技术可以帮助确保装配的精确性。例如,Boston Scientific使用先进的制造技术和严格的质量控制措施来确保其产品的可靠性。
他们的质量策略,称为Best4,以患者安全为首要任务。这种主动的、预防性的质量方法从产品设计开始,并贯穿产品生命周期的每一个阶段。Best4战略框架使他们能够在全球供应链中保持一致的质量。其关键驱动因素是文化、敏捷性、性能和合规性(https://www.bostonscientific.com/content/dam/bostonscientific/corporate/corporate-responsibility/performance-report/how-we-approach-quality.pdf)
复杂问题3:导航监管要求
监管要求在确保医疗器械行业合规性方面发挥着关键作用。FDA制定了许多医疗器械法规,这些法规定义了供应商选择、管理和控制的要求。此外,澳大利亚医疗器械监管指南(ARGMD)提供了有关在澳大利亚进口、出口和供应医疗器械的信息。
仅在美国,就有超过6,500家医疗器械公司,他们导航的监管环境广阔且复杂。FDA的器械和放射健康中心(CDRH)负责监管在美国销售的医疗器械的制造商、重新包装商、重新标签商和/或进口商。
行动 3: 构建一个强大的监管团队。
与监管机构保持良好关系并及时了解监管变化可以帮助应对监管障碍。例如,强生公司就有一个专门的监管事务团队,与监管机构紧密合作以确保合规。这个团队与研发、制造、销售和营销等多个部门紧密合作,确保符合所有与产品相关的法规。他们还在不同的地点设有监管事务专业人员,如美国印第安纳州华沙和英国利兹。
问题 4: 理解进出口限制
进出口医疗器械受到各种限制。例如,所有商业进口的医疗器械在被美国海关和边境保护局清关之前,都需要得到FDA的批准。另一方面,如果医疗器械在美国可以合法销售,则可以在未经FDA通知或批准的情况下从美国出口到世界任何地方。
根据美国商务部的数据,美国是世界上最大的医疗器械市场,约占全球市场的40%。然而,进出口医疗器械的过程受到严格监管,对行业内的公司来说是一个重大挑战。
行动 4: 确保建立全球贸易合规功能。
了解国际贸易法律并聘请进出口法规方面的专家可以帮助应对这些限制。例如,斯特雷克,一家领先的医疗技术公司,拥有一个专门处理进出口法规的团队,以确保运营顺畅。
斯特雷克的进出口法规专门团队在确保公司遵守国际贸易法律方面发挥着关键作用。他们处理进出口医疗器械的复杂性,这些医疗器械受到各种限制和法规的约束。这个团队是斯特雷克更大的供应链团队的一部分,该团队专注于将供应来源与未来需求对齐。

他们还确保从冲突地区负责任地采购,并期望他们的供应商从社会负责任的来源采购材料。他们有一个冲突矿产政策,以消除使用可能资助武装冲突和促进人权侵犯的某些矿产。
挑战 5: 在竞争激烈的市场环境中生存
医疗设备行业竞争激烈。随着欧盟医疗器械法规(MDR)或劳工标准保证体系(LSAS)下的行业特定要求,医疗设备制造商必须满足多项法规以获得并保持市场准入。此外,COVID-19大流行给全球卫生系统带来了巨大压力,这反过来对医疗技术行业提出了一个重大挑战,即满足其产品的增加需求。
根据EvaluateMedTech的报告,全球医疗设备市场预计将以4.7%的复合年增长率增长,到2028年达到7540亿美元。这种增长是由创新驱动的,但也在竞争方面提出了重大挑战(https://info.evaluate.com/rs/607-YGS-364/images/Medtech%20World%20Preview%20Report.pdf)
行动 5: 在产品中创造差异化
通过创新、卓越的质量和优秀的客户服务来区分产品,可以帮助在竞争激烈的市场中脱颖而出。例如,贝克顿·迪金森公司(BD)通过其广泛的高质量产品范围和致力于改善患者结果的承诺来区分自己。
BD以其在医疗设备、诊断系统和试剂的开发和制造中持续的创新而闻名。例如,BD的Pyxis™ MedStation™系统是一种自动化药物分发系统,它在医院的药物管理和分发中引起了革命。它通过确保正确的患者在正确的时间接收正确的药物来提高患者安全。
另一个例子是BD Veritor™ Plus系统,这是一种用于快速检测SARS-CoV-2(导致COVID-19的病毒)的便携式设备。该系统为医疗服务提供者提供快速准确的测试结果,使他们能够做出明智的治疗决策并改善患者结果。
挑战 6: 为未来重新构想运营
随着公司变得更大,设备变得更复杂,运营将成为医疗技术领导者的一个区别因素。医疗技术公司可以改进他们的运营,使其更可靠、更健壮、更有利可图,最终提供更好的患者护理。他们可以追求有针对性的举措,以弹性为优先重建供应链,并充分利用数字化和工业4.0的价值。他们可以采用设计至价值的方法推动创新,并重新设计他们的制造和分销网络,以平衡成本、增加灵活性和扩大市场准入。重要的是,医疗技术领导者可以投资于深入嵌入业务流程的质量能力。
行动 6: 在您的运营中部署一个持续改进的操作系统。
采用精益生产原则、投资于数字化转型和持续改进举措可以提高运营性能。例如,GE Healthcare已经采用了精益生产原则并投资于数字化转型以提高其运营效率。使用精益原则,GE的一个国际团队在疫情期间仅用10个月就将四个部件的成本降低了多达35%。这个项目是精益的多功能性的一个例子。GE已经使用它来改善制造和服务、减少库存、简化办公操作,并加速创新。在GE Healthcare,这种方法是拥有一个“以人为本、技术使能”的操作系统(https://pharmasource.global/content/expert-insight/how-ge-healthcare-are-applying-lean-procurement-principles/)
结论
总之,确保医疗设备供应链中的可靠采购需要全面了解组成医疗设备的多样化元素、组装的复杂性、监管要求、进出口限制以及竞争格局。通过解决这些因素,医疗设备行业可以提高其供应链的可靠性,最终导致改善患者结果。随着全球医疗设备市场预计到2028年将达到7540亿美元,赌注从未如此之高。医疗保健的未来取决于这些供应链的可靠性,行业必须通过可靠的采购和供应来应对这一挑战。

关于作者
相关资源










目录
Take advantage of the world's
most trusted PCB design system.
One interface. One data
model. Endless possibilities.
Effortlessly collaborate with
mechanical designers.
The world's most trusted
PCB design platform
Best in class interactive
routing
View License Options
Thank you, you are now subscribed to updates.
