







Meshing Design with Electronics Assembly and Flux Cleaning

At a Glance
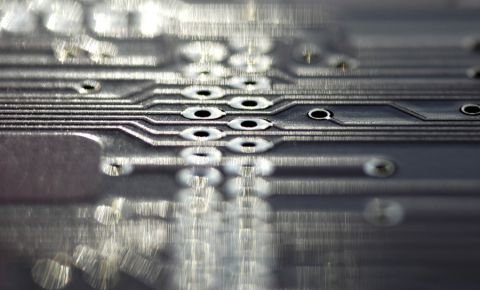
PCBAs require flux cleaning during assembly, as well as other cleaning steps to remove other soils. Read this blog by expert Barbara Kanegsberg to learn more about cleaning processes.







You have probably heard the remarks. In the 1980s, manufacturers complained that electronics assembly was difficult because designers forced 20 pounds of, shall we say, stuff into a 10-pound bag. Now, assemblers grumble that designers cram 60 pounds of stuff into a 10-pound bag. These complaints are not your fault! You provide the customer exactly what they ask for. Today, the trends toward miniaturization, high-density, closely-spaced components, and higher performance are accelerating. In response, you provide a design for an elegant electronics assembly with a tiny footprint where everything fits together logically.
Manufacturers, including engineers and assemblers, must convert their logical design into a reliable, functioning product. Once you translate the grumbles like “we can’t assemble this” and understand the root causes of the problem, you as a designer can place yourself at a great advantage in working successfully with manufacturers. You can provide immense value to manufacturers, even if you never set foot in an assembly plant.
Design for Flux Cleaning?
Achieving successful electronics assembly involves not only the spatial and structural relationships between materials, but also the interaction between those materials with process chemicals. The field is critical cleaning, and I am known as The Cleaning Lady. Many, if not most manufactured objects, require cleaning to function reliably. Cleaning is removing soil, or matter out of place.
Soils are broadly classified into thin film or particulate. They may be organic (carbon-based) or inorganic. They may be biological or non-biological, living, dead, or never alive. They may adsorb into and soft materials. They are very often mixed. If we don’t want the material to be present in the assembly, it is a soil.
Failure to adequately remove soils can result in physical and chemical issues. Residual soil can interfere with the spatial relationships among components. The residual soils can chemically alter the construction materials and coatings as well. In sealed coated systems, residue can volatilize and redeposit onto other areas which can physically change the product. In electronics, inadequate cleaning can degrade the adhesion and cohesion of conformal coating.

Effects of Dirty PCBAs
Residual soils can impact resistivity. The product may fail initial resistivity tests; or, even worse. It can fail unexpectedly and catastrophically in the field. The soils may even remove essential fabrication and assembly process chemicals.
While metalworking fluids are essential to form the part, you must remove them prior to plating, deposition, or final assembly once they have served their purpose. You need rogues and polishing compounds to achieve the correct surfaces for optics, but you must remove them before final coating. You must even remove the chemicals you use in cleaning (termed cleaning agents).
Flux is a cleaning agent that cleans the surface. It removes surface oxides while preparing the surface for very effective soldering. In ancient days, jewelers use the citric acid in lemon juice as a flux in jewelry fabrication. They often used other acids such as boric acid in jewelry-making as well. People even proposed fluxes made of lemon juice for commercial electronics assembly.
The Advent of No-Clean Flux
However, most commercial electronics fluxes are complex mixtures. In the 1980s, rosin-based fluxes were predominant in high-value applications. The residue was inert, and it did not interfere with product performance. The residue looks amber, and sometimes referred to as encapsulated. You could remove such fluxes with blends containing CFC-113. Unfortunately, CFC-113 contributes to depletion of stratospheric ozone. Anticipation of a global phaseout of CFC-113 impelled industry-wide programs to develop and test alternative processes.
One approach was to use “no-clean” flux. Many formulations were developed. I recall discussions where some urged that we call no-clean flux “low residue flux.” The flux doesn’t magically disappear. Residue remains, but you might not need to remove it. Although cleanliness test protocols were acceptable, no one could swear that the residue would never interfere with performance. However, in the euphoria of the day, the term no-clean flux stuck; electronics assemblers stopped using ozone-depleting chemicals, figuring that no-clean means no residue.

Other Flux Cleaning Agents
In that same era, the use of organic acid (OA) flux also increased, even for high-end applications, because you can readily rinse it with water. People recognized that, all other things being equal, the residue of OA flux is more active. Active residue is not desirable; it can damage the product and interfere with performance. However, for the designs of the time, residue was readily kept to an acceptably low level using water-based cleaning methods.
Times have changed. For many, if not most applications, fluxes are cleaned, often in water-based (aqueous) processes. The challenges to achieve low residue levels have increased as well. At the request of assemblers, designers now must fit 60 pounds of stuff in a 10-pound bag. Assemblers complain, in part, because they are continuously adapting cleaning systems that were developed for the products of yesteryear. You can help find solutions by understanding what happens when today’s assembly design bumps into the physics and chemistry of cleaning.
No matter what requirements like flux cleaning and testing you need to specify for your PCBA, use the best manufacturing documentation tools in Altium Designer® to prepare your design for production and assembly. Altium Designer users can use the Draftsman extension to quickly generate deliverables and prepare documentation for fab and assembly. When you’ve finished your design, and you want to release files to your manufacturer, the Altium 365™ platform makes it easy to collaborate and share your projects.
We have only scratched the surface of what’s possible with Altium Designer on Altium 365. Start your free trial of Altium Designer + Altium 365 today.
About Author
Related Resources
Related Technical Documentation
Table of Contents
Design to Release, Without the Friction
- Keep reviews tied to the right version
- Reduce handoff confusion and rework
- Spot sourcing and release risk earlier
- Work solo, share when needed
Get Started
Thank you, you are now subscribed to updates.



