











Projektowanie i proces produkcji punktów lutowniczych (stosów padów) PCB — część 1






Punkt lutowniczy („Pad Stack”) to termin używany przez pracowników przygotowujących płytki PCB oraz producentów płytek PCB w odniesieniu do wszystkich cech otworu w płytce PCB. Otwór może być metalizowany, niemetalizowany, przelotowy, ślepy lub zagrzebany. Komponenty punktu lutowniczego obejmują rozmiar wywierconego otworu, rozmiar wykończonego otworu, rozmiar padów na warstwach wewnętrznych i zewnętrznych, odstępy na płaszczyznach, przez które zostają przewiercone otwory w płytce PCB, a także odstępy w masce lutowniczej nałożonej na zewnętrzne warstwy płytki PCB.
Historia procesu produkcji PCB jest, delikatnie mówiąc, zróżnicowana. Ten artykuł opisuje
ewolucję branży, elementy punktu lutowniczego oraz kwestie możliwości produkcyjnych
i niezawodności. Stosowanie padów z izolacją termiczną w ramach tego procesu zostanie omówione w 2. części artykułu. Ponadto pojawi się kolejny powiązany artykuł opisujący, do czego prowadzi próba poprowadzenia dwóch ścieżek między stykami obudowy BGA o rozstawie 1 mm.
Burzliwa historia produkcji płytek drukowanych
Aby zrozumieć rozwój branży produkcji PCB do aktualnego stanu, warto poznać jej historię. Lee Ritchey, założyciel i prezes Speeding Edge, powiedział: „Jednym z pytań, które zawsze stawiano, żeby zakwestionować znaczenie zakładów produkujących PCB, było ‘czemu nie jesteście tak dobrzy jak producenci układów scalonych?’”.
Gordon Moore zauważył kiedyś, że ważne jest, aby uwzględnić historię producentów PCB. Producenci układów scalonych pochodzą z uniwersyteckich laboratoriów, podczas gdy producenci PCB pochodzą z warsztatów galwanizujących zderzaki samochodowe. Poziom umiejętności tych wszystkich zakładów PCB obejmował trawienie i galwanizowanie metalu. Wskutek tego przez wiele, wiele lat w zakładach produkujących płytki drukowane nie były wymagane żadne umiejętności techniczne charakterystyczne dla branży. Nie było nawet
żadnych chemików do nadzorowania różnych kąpieli galwanicznych”.
Dalej Ritchey mówi: „Na wczesnym etapie naszym wybranym producentem była firma Dibble, ponieważ wykonywali sześciowarstwowe płytki lepiej niż ktokolwiek inny. Główny spec od galwanizacji wsadzał palec do kąpieli i sprawdzał smak, żeby zdecydować, czy roztwór był właściwy do produkcji płytek. Na podstawie tego ‘testu’ decydował, czy trzeba było coś dołożyć”.
„U innego producenta wytwarzaliśmy płytki wielkoformatowe i chcieliśmy mieć pewność, że nie mamy wewnętrznych warstw z przerwanymi obwodami”, mówi dalej Ritchey. „Stały tam dwa rzędy kobiet, które wzrokowo sprawdzały każdą wewnętrzną warstwę. Jeśli znalazły zwarty obwód, usuwały zwarcie nożem Xacto. Jeśli znalazły przerwany obwód, zamykały go, przylutowując mały drucik. Większość tych przerw i zwarć wynikała z faktu, że miejsce, w którym robiono obrazowanie, w ogóle nie było czyste. Kurz i inne zanieczyszczenia osiadały na masce. W jednym z zakładów był taki spec, który trzymał popielniczkę na stole, na którym sprawdzał kliszę używaną do obrazowania wewnętrznych warstw”.
Stan branży dzisiaj
Od skromnych początków opisanych powyżej, branża produkcji PCB dojrzała w zawrotnym tempie. Ritchey zauważa: „Dobre zakłady zrobiły postępy w zakresie wyrównywania warstw. Częścią problemu zawsze było to, że podczas laminowania wewnętrzne warstwy nieco się kurczyły. Obecnie dobre zakłady testują materiały, aby określić, jak bardzo materiał kurczy się podczas laminowania, żeby odpowiednio skompensować maskę za pomocą ploterów. W przypadku panelu 18x24 kombinacja wyrównania warstw i wywiercenia otworów we właściwych miejscach osiągnęła tak dobry poziom, że wystarczy nam tolerancja +/-5 milsów na całym panelu 18x24. To cały skumulowany błąd. Ta wartość obejmuje złożenie warstw i ich ścisłe dopasowanie względem siebie”.
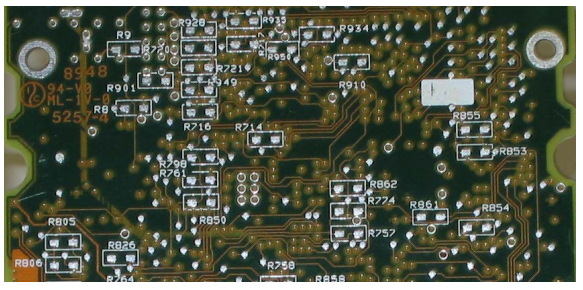
Nie oznacza to jednak, że proces produkcji PCB jest w jakimkolwiek stopniu pewny. Na przykład kiedyś lokalizacje otworów wywiercanych w płytce PCB ustalano bez uwzględniania tego, jak odstępy wokół otworów wpływają na płaszczyzny płytki PCB. Jak pokazano na rys. 1, w przypadku małych prędkości umieszczanie otworów tak blisko siebie,
że odstępy na płaszczyznach zasilania mogły na siebie nachodzić i tworzyć szczeliny we wszystkich warstwach płaszczyzny, nie wpływały szkodliwie na działanie układu. W miarę wzrostu prędkości szczeliny w płaszczyznach mogą poważnie zagrozić
integralności sygnału. Nawet gorzej: gdy wywiercone otwory znajdują się tak blisko siebie, nie da się poprowadzić ścieżki między sąsiadującymi otworami. Jest to kluczowy wymóg dotyczący płytek PCB o wieli warstwach sygnałowych. Ponadto dawniej było na tyle wystarczająco miejsca między sąsiadującymi stykami podzespołu, np. w przypadku obudów PGU lub DIP, że można było zachować duże odstępy w płaszczyznach, żeby zoptymalizować wielkość produkcji bez obaw o integralność sygnału. Wszystko to oznaczało, że projekt punktu lutowniczego na płytce PCB nie stanowił krytycznej części
procesu.
Rys. 1. Płytka drukowana z widocznymi nachodzącymi na siebie stosami padów PCB w płaszczyznach
Wraz z nastaniem obudów BGA o rozstawie styków 1,27 mm, 1 mm oraz 0,8 mm, a także innych podzespołów o dużym zagęszczeniu wyprowadzeń, nie ma już miejsca na to, aby pozwolić producentom ustalać te wymiary bez uwzględnienia ryzyka szkodliwego wpływu na integralność sygnału. I na odwrót: zespół odpowiadający za integralność sygnału nie może dokonywać tych wyborów bez uwzględnienia ograniczonych możliwości produkowania oraz niezawodności.
Dlatego zespoły inżynierskie i produkcyjne muszą pracować razem, żeby uzgodnić takie wymiary otworów, padów i odstępów, które spełnią wszystkie te wymogi. Poniżej opisano
metody uzyskania tych rezultatów.
Elementy punktu lutowniczego
Na rys. 2 widać wywiercony i metalizowany otwór w płytce PCB. Jest to zdecydowanie najbardziej powszechny typ otworu w płytkach PCB. Inne typy obejmują otwory ślepe, zagrzebane oraz niemetalizowane otwory przelotowe. Te kwestie zostaną omówione w osobnym artykule.
Rys. 2. Przekrój metalizowanego otworu przelotowego wykorzystywanego do produkcji płytek PCB
Widoczne elementy otworu pokazanego na rysunku to:
- Pady łączące na dwóch warstwach zewnętrznych.
- Pady łączące na warstwach wewnętrznych.
- Średnica wywierconego otworu.
- Powłoka otworu.
- Obrys otworu wywierconego w płytce PCB.
- Otwór izolacyjny w płaszczyźnie, przez którą przechodzi otwór.
Na rysunku nie widać odstępów w górnej i dolnej masce lutowniczej.
Definicje krytycznych elementów powyższego rysunku są następujące:
- Współczynnik kształtu. Jest to długość otworu podzielona przez jego średnicę.
- Przelotka. Metalizowany otwór przelotowy służący do doprowadzenia sygnału z powierzchni do warstwy wewnętrznej albo do zmiany warstwy.
- Pad łączący. Jest to pad służący do połączenia ścieżki z metalizowanym otworem lub przelotką. Ten pad „łączy” powłokę wewnątrz otworu ze ścieżką.
- Pad izolacyjny. Jest to zasadniczo otwór wytrawiony w płaszczyźnie, przez który przechodzi wywiercony otwór. Czasami nazywa się go antypadem, ponieważ we wczesnych fotoploterach maska płaszczyzny była tworzona jako negatyw.
- Obrys otworu. Jest to walec, którego średnica jest równa średnicy wywierconego otworu powiększonej o nadmiar wynikający z odchylenia wiertła od osi. Ten obrys przechodzi przez wszystkie warstwy i stanowi powierzchnię używaną do obliczania odstępów izolacyjnych od płaszczyzny lub ścieżek.
- Warstwa płaszczyzny. Jest to arkusz miedzi tworzący jedną z warstw płytki PCB.
- Pierścień obwodowy. Jest to dodatkowa średnica pada łączącego ponad minimalny rozmiar pada, potrzebna do dokładnego „połączenia” obrysu wywierconego otworu. Ten dodatkowy pierścień miedzi służy do utworzenia połączenia między ścieżką dochodzącą do pada a powłoką we wnętrzu otworu. Koniecznie trzeba podkreślić, że to połączenie nigdy nie może stanowić przekroju na końcu ścieżki. (To mogłoby prowadzić do usterki połączenia podczas spawania.)
- Niecentryczność. Jest to sytuacja, w której wywiercony otwór jest na tyle odsunięty od pozycji centralnej, że nie znajduje się w całości w obrębie pada łączącego. Może to wpłynąć na obniżenie niezawodności płytki PCB ze względu na powstanie zbyt cienkiej izolacji albo utworzenie połączenia stykowego między ścieżką a metalizowanym otworem przelotowym.
- Niefunkcjonalne pady. Są to pady na wewnętrznych warstwach, które nie są potrzebne do połączenia ścieżki z metalizowanym otworem przelotowym. (Niefunkcjonalne pady nie są potrzebne w produkcji współczesnych płytek PCB. Dogłębna dyskusja na ten temat została przedstawiona w pozycji wskazanej jako Odsyłacz 2 na końcu niniejszego artykułu).
Rys. 3 pokazuje widok z góry struktury widocznej na rys. 2.
Rys. 3. Widok z góry metalizowanego otworu przelotowego pokazanego na rys. 2. wykorzystywanego do produkcji płytek PCB)
Kwestie możliwości produkcyjnych i niezawodności
Żeby projekt punktu lutowniczego na płytce PCB spełniał wymogi dotyczące możliwości produkcyjnych i niezawodności, trzeba uwzględnić kilka czynników. Obejmują one:
- Maksymalne tolerancje powodujące powstanie minimalnej izolacji między przeciwległymi przewodnikami (w tym przypadku powłoką wewnątrz otworów a miedzią na warstwach płaszczyzn i warstwach ścieżek). Muszą one spełniać normy obowiązujące dla zaprojektowanego produktu. (Np. minimalny odstęp izolacyjny dla płytek PCB spełniających wymogi specyfikacji GR-86 Core, która dotyczy wyposażenia telekomunikacyjnego, wynosi 4 milsy. Dla większości pozostałych produktów jest to 5 milsów.)
- Połączenia między ścieżkami a metalizowanymi otworami przelotowymi muszą być solidne.
- Stosunek średnicy wywierconego otworu do jego długości (współczynnik kształtu) musi być taki, aby cały obszar ścianki otworu można było pokryć warstwą miedzi i innego metalu stosowanego do zabezpieczenia miedzi podczas trawienia warstwy zewnętrznej, której grubość będzie taka, że zapewni niezawodną wytrzymałość na naprężenia działające na płytkę PCB.
W uzupełnieniu do poprzedniej kwestii trzeba wziąć pod uwagę, że wywiercone otwory nie zawsze przechodzą przez płytkę PCB zgodnie z założeniami. Może się tak zdarzyć z następujących powodów:
- Wiertło może się odchylać od osi podczas zagłębiania się w materiał płytki PCB.
- Może wystąpić błąd wyrównania wszystkich warstw względem siebie.
- Sam laminat skurczy się nieco podczas laminowania, a wiertarka wprowadzi pewien błąd przy lokalizowaniu poszczególnych otworów.
- W trakcie laminowania warstwy mogą nie zostać precyzyjnie zarejestrowane względem siebie.
Gdy wywiercone otwory odbiegają nieco od centralnej pozycji, w której powinny się znajdować, mówimy o odchyleniu wiertła od osi. Każdy wykonawca ma scharakteryzowany proces ogólny i zapewnia określoną tolerancję, tzw. tolerancję wiercenia, która służy do zdefiniowania obrysu każdego wierconego otworu. Najlepsi wykonawcy mogą zachować tolerancję w granicach ±5 milsów, co często określa się nazwą TIR (Total Included Radius – całkowity zawarty promień). Amerykańscy producenci ze środkowej półki są w stanie zachować tę tolerancję w granicach ±6 milsów, podczas gdy przeciętny wykonawca z Azji produkujący płytki PCB na skalę masową może zachować tolerancję ±7 milsów. Nie ma wątpliwości, że projektując punkt lutowniczy na płytce PCB, projektant musi wiedzieć, kto będzie produkował płytkę, żeby zapewnić odpowiedni margines dla tego błędu. W przypadku produkcji płytek PCB na dużą skalę trzeba zapewnić większy margines na odchylenie wiertła od osi.
Podczas lutowania podzespołów do montażu przewlekanego w metalizowanych otworach przelotowych płytki PCB ciepło potrzebne do wpłynięcia lutowia w przestrzeń między wyprowadzeniem podzespołu a ścianką otworu powoduje przekazanie ciepła lutowia do płaszczyzn zasilania płytki PCB przy każdym styku, gdzie istnieje połączenie między
podzespołem a płaszczyzną. To skutkuje złą jakością połączeń lutowanych i rodzi konieczność wykonania bardzo trudnej przeróbki, jeśli trzeba będzie wymienić podzespół. Żeby odizolować termicznie otwór od płaszczyzny i umożliwić skuteczne lutowanie, stosuje się element zwany łącznikiem termicznym. W drugiej części tego artykułu omówimy łączniki termiczne, ich charakterystykę fizyczną oraz funkcjonalność. Do tego czasu warto zachęcam do zapoznania się z innymi artykułami na moim blogu, które obejmują szeroką gamę aspektów projektowania płytek PCB — od rozumienia materiału płytki PCB oraz poprawy integralności sygnału po projektowanie płytek PCB na potrzeby konkretnych rynków.
Czy chcesz dowiedzieć się więcej na temat tego, jak Altium może Ci pomóc przy kolejnym projekcie PCB? Porozmawiaj z ekspertem Altium lub dowiedz się więcej o planowaniu wielowarstwowego stosu płytki PCB w programie Altium Designer®
Odsyłacze:
- Ritchey, Lee W. i Zasio, John J., „Right The First Time, A Practical Handbook on High-Speed PCB and System Design, Volume 2.”
- Ritchey, Lee W., „Should non-functional pads be removed?” Current Source Newsletter, Volume 1, Issue 1, May 2004.
About Author
Powiązane zasoby
Od projektu do wydania, bez zbędnych przeszkód
- Powiąż przeglądy z właściwą wersją
- Ogranicz niejasności przy przekazywaniu i konieczność poprawek
- Wcześniej wykrywaj ryzyko związane z zaopatrzeniem i wydaniem
- Pracuj samodzielnie, udostępniaj w razie potrzeby
Rozpocznij
Thank you, you are now subscribed to updates.

