



Czego saga Nexperii uczy o strategii doboru komponentów

At a Glance
Dowiedz się, co historia Nexperia ujawnia na temat strategii doboru komponentów. Odkryj, jak tworzyć odporne BOM-y i unikać kosztownych zakłóceń wynikających z ryzyka w łańcuchu dostaw.







To nie był najnowocześniejszy procesor. Nie był to układ pamięci nowej generacji ani zaawansowany akcelerator AI. Komponentem, który w październiku 2025 roku niemal zatrzymał produkcję modeli Golf i Tiguan w zakładzie Volkswagena w Wolfsburgu, największej fabryce samochodów na świecie, była dioda. Tego rodzaju element zazwyczaj zostaje zatwierdzony na wczesnym etapie, wpisany na stałe do BOM-u i rzadko bywa później kwestionowany, bo jest tani, standardowy i powszechnie dostępny. Aż do dnia, w którym nie zostaje dostarczony — i nagle najbardziej pomijana pozycja na liście części staje się powodem, dla którego cała linia produkcyjna cichnie.
To właśnie jest prawdziwa historia stojąca za sagą Nexperii — i powinna pozostać w pamięci każdego inżyniera i specjalisty ds. zakupów długo po tym, jak nagłówki znikną.
Bo nie była to tylko zwykła zakłócenie. To był moment, w którym „komponent commodity” stał się pojedynczym punktem awarii, obnażając, jak kruche są w rzeczywistości strategie BOM stosowane przez większość firm.
Kluczowe wnioski
- Dostępność przestała zależeć wyłącznie od skali produkcji i standaryzacji. Jeśli odporność nie zostanie zaprojektowana w BOM-ie, jedna decyzja polityczna może zakłócić działanie całych linii produkcyjnych.
- Podwójne footprinty, wstępnie zakwalifikowane zamienniki i szersze zakresy parametrów trzeba uwzględniać od początku, aby zapewnić elastyczność.
- Umowy obejmujące wiele regionów i zapas bezpieczeństwa w pobliżu końcowego montażu mogą mieć równie duże znaczenie jak sam dobór układu krzemowego.
- Kontrole eksportowe i zmiany regulacyjne należy traktować jako podstawowe parametry dostaw, oceniane obok lead time, kosztu i MOQ, aby uniknąć ukrytego ryzyka.
Większość BOM-ów tworzy się tak, aby zoptymalizować trzy czynniki: koszt, wydajność i dostępność. Na papierze to wystarcza, by przejść od prototypu do produkcji.
W praktyce sytuacja związana z Nexperią ujawniła czwarty czynnik, którego większość BOM-ów po prostu nie uwzględnia:
ryzyko ładu korporacyjnego.
- Kto kontroluje dostawy?
- Gdzie odbywa się produkcja?
- Jakie decyzje polityczne mogą przerwać ją z dnia na dzień?
Jeśli te pytania nie są częścią procesu doboru komponentów, Twój BOM jest narażony na ryzyko.
Prognozy branżowe wskazują, że globalny rynek półprzewodników zbliży się do wartości 1 biliona dolarów do 2026 roku, przy wzroście w wielu regionach. Jednak wzrost ten staje się coraz bardziej skoncentrowany. To, co wygląda jak skala globalna, jest w rzeczywistości silnie sprzężoną zależnością.
W przypadku Nexperii ryzyko zostało spotęgowane przez silne uzależnienie od Chin. Około 70% jej układów jest pakowanych i dystrybuowanych w Chinach, a tylko około 30% przypada łącznie na Malezję i Filipiny.
Przychody regionalne (mln USD)
|
Region |
2024 |
2025 |
2026 |
r/r 2024 |
r/r 2025 |
r/r 2026 |
|
Ameryki |
195,123 |
251,926 |
338,574 |
+45.2% |
+29.1% |
+34.4% |
|
Europa |
51,250 |
54,127 |
60,429 |
−8.1% |
+5.6% |
+11.6% |
|
Japonia |
46,739 |
44,835 |
50,164 |
0.0% |
−4.1% |
+11.9% |
|
Azja i Pacyfik |
337,437 |
421,354 |
526,293 |
+16.4% |
+24.9% |
+24.9% |
|
Świat ogółem |
630,549 |
772,243 |
975,460 |
+19.7% |
+22.5% |
+26.3% |
Zamknięcie tej luki wymaga trzech strukturalnych zmian w sposobie doboru, walidacji i pozyskiwania komponentów.
Odporność zaczyna się w BOM-ie, a nie w podejmowanych na ostatnią chwilę decyzjach sourcingowych
Najtańszym momentem, aby zaprojektować odporność produktu, jest etap projektowania. Gdy schemat zostanie zamrożony, a layout ukończony, elastyczność staje się kosztowna. Zmiany oznaczają nowe iteracje projektu, ponowną kwalifikację i opóźnienia certyfikacyjne.
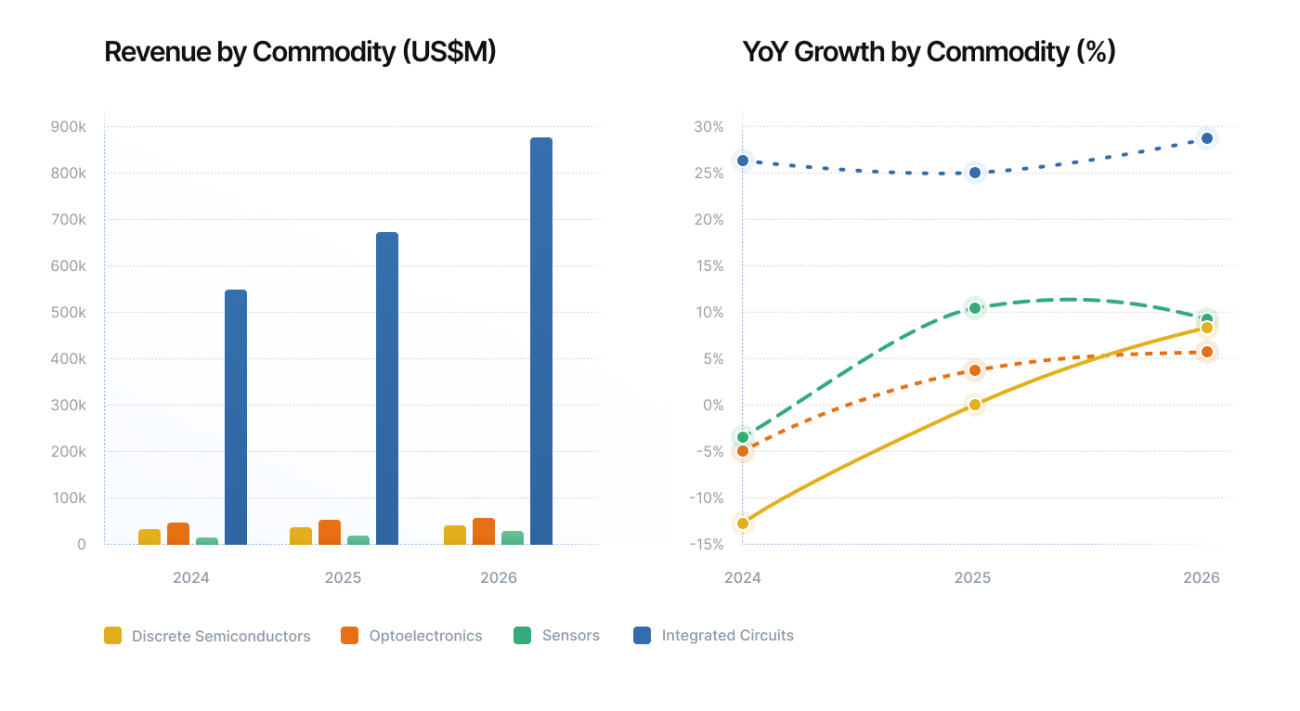
Wykres pokazujący, że półprzewodniki dyskretne są niemal niewidoczne na tle układów scalonych, wyjaśnia, dlaczego komponenty o niskiej wartości są często pomijane przy projektowaniu BOM-u. Z perspektywy przychodów to błąd zaokrąglenia, ale w rzeczywistych zakłóceniach ich wpływ jest nieproporcjonalnie duży.
Poniżej przedstawiono strategie projektowe, które zamieniają to pomijane ryzyko we wbudowaną odporność.
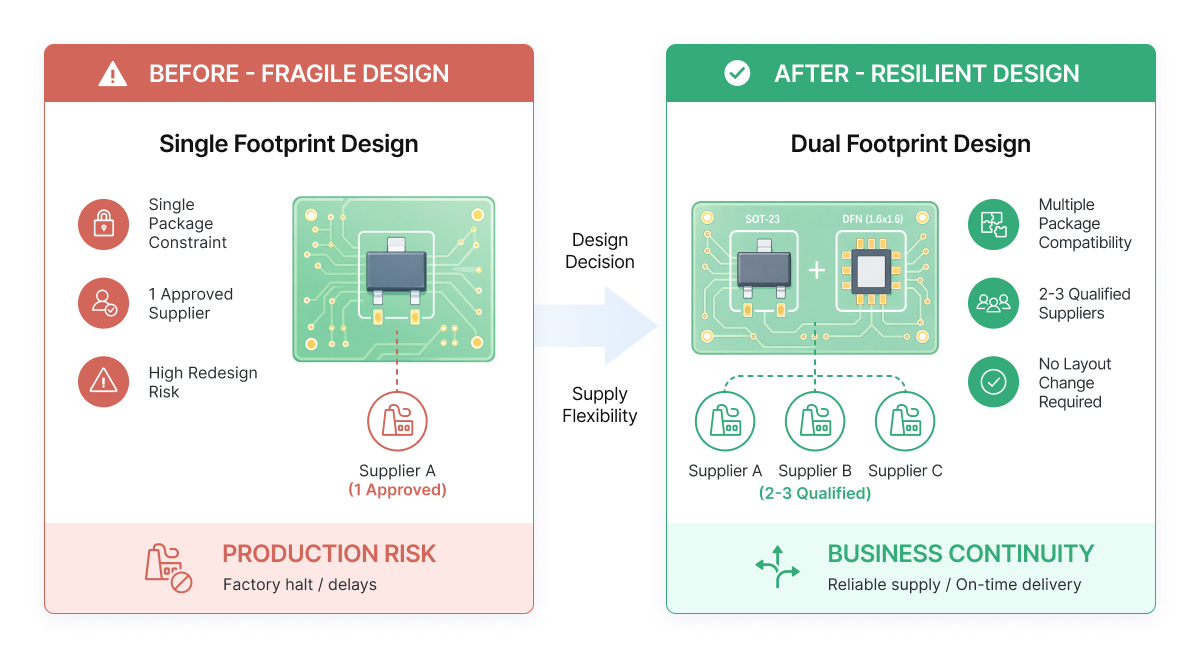
1. Podwójne footprinty jako standard, a nie wyjątek
Projektowanie pod jedną obudowę lub jedną konfigurację wyprowadzeń po cichu ogranicza wybór dostawców. Gdy pojawiają się zakłócenia, to ograniczenie zamienia się w kosztowne cykle przeprojektowania.
Podwójne footprinty eliminują tę kruchość, dając inżynierom elastyczność wspierania wielu wariantów obudów od samego początku.
Typowe footprinty, takie jak SOT-23, TO-252 czy DFN, często mogą obsługiwać równoważne części od wielu producentów bez zmian w layoucie. Zespoły zakupowe mogą szybko zmieniać źródło dostaw bez czekania na zlecenia zmian inżynieryjnych, utrzymując ciągłość produkcji bez opóźnień.
2. Elastyczne granice parametrów
Zespoły inżynieryjne często blokują wąskie zakresy parametrów — czasem węższe, niż rzeczywiście wymaga dana aplikacja. W stabilnych warunkach to działa, ale na ograniczonym rynku szybko staje się wąskim gardłem sourcingowym.
Specyfikacja MOSFET-a z tolerancją Rds(on) na poziomie ±5%, gdy projekt bez problemu działałby przy ±10%, może ograniczyć dostępne opcje zaopatrzenia. Parametry należy definiować na podstawie rzeczywistych wymagań obwodu, a nie początkowej symulacji, i jasno dokumentować akceptowalne zakresy, aby zespoły sourcingowe mogły szybko działać w przypadku zamienników.
3. Wstępnie zakwalifikowane zamienniki
Gdy pojawiają się niedobory komponentów, części kupowane na otwartym rynku mogą kosztować o 200–300% więcej niż standardowo. Badania branżowe pokazują, że zbudowanie AVL z 2–3 alternatywnymi źródłami zmniejsza opóźnienia spowodowane brakami o 80%.
Zamienniki powinny zostać wskazane i zatwierdzone już na etapie projektowania:
- Wybierz 2–3 realne alternatywy
- Zweryfikuj je w rzeczywistych warunkach pracy
- Udokumentuj zamienność w BOM-ie
Nadaj priorytet tam, gdzie ryzyko jest najwyższe:
- Komponenty z jednego źródła
- Części o długim lead time (>16 tygodni)
- Dostawcy narażeni na ryzyko geopolityczne
Na dużą skalę działa to tylko przy właściwych danych. Platformy takie jak Octopart umożliwiają zespołom wcześniejsze identyfikowanie zamienników za pomocą wyszukiwania parametrycznego wśród tysięcy dystrybutorów, z aktualnym wglądem w stany magazynowe, ceny i lead time w wielu regionach.
Zamiast improwizować w kryzysie, zespoły mogą działać w oparciu o zwalidowane części, które zostały już przetestowane i udokumentowane w BOM-ie.
Dźwignie handlowe są równie ważne jak wybory dotyczące krzemu
Posiadanie alternatywnych części nie wystarczy, jeśli struktury handlowe nadal są skoncentrowane. Sytuacja Nexperii pokazała, jak może to po cichu wzmacniać zakłócenia zamiast je amortyzować. Aby rzeczywiście zbudować odporność, trzy dźwignie handlowe trzeba zaprojektować z taką samą intencją jak wybór komponentów:
1. Umowy ramowe obejmujące wiele regionów
Nie jesteś zdywersyfikowany tylko dlatego, że na papierze masz wielu dostawców. Wielu dostawców nie pomaga, gdy kontrakty, produkcja i logistyka są powiązane z tymi samymi skoncentrowanymi regionami.
Wieloregionalne umowy ramowe ograniczają tę ekspozycję. Oto, na co warto zwrócić uwagę:
- Kontrola koncentracji: czy ponad 60–70% wolumenu zależy od jednego regionu lub jednego podmiotu prawnego? Jeśli tak, masz do czynienia z ryzykiem strukturalnym.
- Unikaj zależności od jednego podmiotu prawnego: Nawet w ramach jednego dostawcy warto, tam gdzie to możliwe, strukturyzować kontrakty przez różne podmioty regionalne, aby zmniejszyć ekspozycję.
- Podziel kontrakty według regionów: Nie polegaj na jednej globalnej umowie. Twórz równoległe kontrakty w co najmniej dwóch regionach (np. Ameryka Północna + Europa lub Europa + Azja).
- Wstępnie przydziel wolumen między regiony: Nie traktuj alternatyw wyłącznie teoretycznie. Przypisz określony procent prognozowanego popytu do każdego regionu, aby relacje i kanały dostaw pozostały aktywne.
- Zbuduj redundancję logistyczną: Zakwalifikuj wiele tras wysyłkowych i partnerów logistycznych. Kontrakt bez realnej ścieżki logistycznej nadal pozostaje pojedynczym punktem awarii.
To nie eliminuje ryzyka, ale zapobiega sytuacji, w której jedna decyzja polityczna zatrzymuje całą linię produkcyjną.
2. Zapas bezpieczeństwa blisko końcowego montażu
Lean inventory sprawdza się w stabilnych warunkach. Pod presją staje się słabym punktem.
Strategiczny zapas bezpieczeństwa, szczególnie ulokowany blisko końcowego montażu, działa jak bufor:
Praktyczny poziom bazowy wygląda następująco:
- 8-tygodniowy bufor - Dla zespołów o wysokiej rotacji i części o długim lead time
- 12-tygodniowy bufor - Dla komponentów z unikalnymi footprintami, długimi cyklami kwalifikacji i dostawami skoncentrowanymi regionalnie.
Na papierze 12-tygodniowy bufor w składzie celnym w pobliżu producenta kontraktowego wygląda na kosztowny, jednak w praktyce jest znacznie tańszy niż ośmiotygodniowy przestój linii podczas kwalifikowania zamiennika i walki o przydział dostaw.
To nie jest nadmiar zapasów. Chodzi o utrzymywanie właściwych zapasów tam, gdzie zapewniają maksymalną ochronę przy minimalnym wpływie na kapitał.
Traktuj ryzyko ładu korporacyjnego jako parametr dostaw
To, co kiedyś znajdowało się poza łańcuchem dostaw, dziś jest jego rdzeniem. Ryzyko ładu korporacyjnego stało się podstawowym czynnikiem wpływającym na przepływ i dostępność komponentów, działając jak każdy inny parametr dostaw.
Struktura własności dostawcy, presja regulacyjna i geopolityczne powiązania bezpośrednio kształtują dostępność, ceny i ciągłość dostaw, tak samo jak lead time czy moce produkcyjne.
I jak każdy inny parametr, musi być oceniane, monitorowane i uwzględniane w procesie podejmowania decyzji.
Kluczowe obszary, na których należy się skupić:
- Uwzględnij governance przy doborze części: Oceniaj strukturę własności dostawcy, region kontroli i ekspozycję regulacyjną obok ceny, wydajności i dostępności.
- Nieustannie monitoruj sygnały polityczne: Śledź kontrole eksportowe, działania handlowe i zmiany regulacyjne, które mogą wpływać na przepływ komponentów.
- Mapuj zapasy według geografii: Zapewnij widoczność tego, gdzie zapasy fizycznie się znajdują, a nie tylko ich całkowitej dostępności. W czasie zakłóceń regionalne bufory mają większe znaczenie niż globalne liczby.
- Oznacz komponenty o wysokiej ekspozycji: Oznacz części, w przypadku których ryzyko regulacyjne lub związane z nadzorem może wpłynąć na ciągłość dostaw, nawet jeśli bieżąca podaż wygląda stabilnie.
Nie chodzi tu o przewidywanie decyzji politycznych, lecz o zapewnienie, że pojedyncza decyzja nie zatrzyma Twojego łańcucha dostaw.
Co to oznacza dla zespołów międzyfunkcyjnych
Dla inżynierów systemowych
- Projektuj z myślą o elastyczności od samego początku
- Kwestionuj zbyt restrykcyjne specyfikacje
- Weryfikuj zamienniki pod kątem rzeczywistej wydajności, a nie tylko zgodności na poziomie karty katalogowej
Dla liderów inżynieryjnych
- Buduj procesy wspierające wstępną kwalifikację zamienników
- Uwzględniaj ryzyko dostaw w przeglądach projektowych
- Zachowaj równowagę między optymalizacją wydajności a wymaganiami dotyczącymi odporności
Dla zespołów zakupowych
- Twórz strategie sourcingowe z uwzględnieniem ekspozycji geopolitycznej
- Utrzymuj widoczność zarówno rynku kontraktowego, jak i spotowego
- Współpracuj odpowiednio wcześnie z zespołem inżynieryjnym, aby wpływać na decyzje dotyczące komponentów
Gdy te funkcje są wcześnie skoordynowane, odporność przestaje być reaktywna i staje się wbudowaną przewagą na całym etapie cyklu życia produktu.
Kluczowy wniosek
Odporność nie jest już wyłącznie taktyką sourcingową, lecz decyzją projektową. Historia Nexperia pokazała, jak nawet najbardziej pomijane komponenty mogą stać się krytycznymi punktami awarii, jeśli elastyczność nie zostanie uwzględniona odpowiednio wcześnie.
BOM-y zoptymalizowane wyłącznie pod kątem kosztu i wydajności są z natury kruche w świecie kształtowanym przez zmiany geopolityczne i presję regulacyjną. Zespoły, które utrzymają ciągłość działania, to te, które myślą szerzej niż tylko o bieżących wymaganiach i projektują z myślą o niepewności.
Podwójne footprinty, zweryfikowane zamienniki, zdywersyfikowane źródła dostaw i świadomość ładu regulacyjnego są częścią projektu. Różnica nie polega na tym, jak zespoły reagują na zakłócenia, lecz na tym, czy ich projekty w ogóle narażają je na takie ryzyko.

About Author
Powiązane zasoby
Related Technical Documentation
Spis treści
- Najważniejsze wnioski
- Ryzyko ukryte w BOM-ie
- Przychody regionalne (mln USD)
- Odporność zaczyna się w BOM-ie, a nie od podejmowanych na ostatnią chwilę decyzji zakupowych
- Dźwignie handlowe są równie ważne jak wybór układów scalonych
- Traktuj ryzyko związane z zarządzaniem jako parametr łańcucha dostaw
- Co to oznacza dla zespołów międzyfunkcyjnych
- Końcowy wniosek
Od projektu do wydania, bez zbędnych przeszkód
- Powiąż przeglądy z właściwą wersją
- Ogranicz niejasności przy przekazywaniu i konieczność poprawek
- Wcześniej wykrywaj ryzyko związane z zaopatrzeniem i wydaniem
- Pracuj samodzielnie, udostępniaj w razie potrzeby
Rozpocznij
Thank you, you are now subscribed to updates.