Nexperia Lead Times Under Pressure: Alternate Sources Engineers Can Plug in Today

At a Glance
Avoid Nexperia lead-time delays by finding drop-in diode, TVS, and MOSFET alternates. Learn how to expand your AVL and prevent PCB re-spins.







That moment when the BOM is 99% ready, the PCB is locked, and the build is scheduled – then procurement drops an email: a Nexperia part has slipped to a 36-40-week lead time. Not a custom IC. Not an ASIC. Just a diode, a TVS, or a tiny MOSFET.
No alternates in the AVL. No time for a redesign. And suddenly, engineers are doing midnight datasheet comparisons just to keep the lines running.
This is the new reality. Lead times are creeping up on the most basic components; the ones teams never dual-qualify.
So, what can engineers do today to avoid a painful PCB re-spin? This article lays out a practical escape plan: what to prioritize, which alternates to choose, and how to expand your AVL smartly, without a redesign.
Key Takeaways
- Lead-time creep hits hardest where single-sourced Nexperia drop-ins were never dual-qualified.
- Quick-wins come from pin- and spec-compatible alternates from ON, ST, Infineon, Vishay, Diodes Inc., and ROHM.
- Prioritize broad multi-vendor footprints like SOT-23 diodes, SMB/SMC TVS, low-Vf Schottkys, and small-signal MOSFETs to avoid PCB re-spins.
- Expand your AVL now, not during allocation, to prevent Q1-Q2 supply surprises.
Why Nexperia Lead-Time Creep Hurts More Than Expected in 2026
What changed in 2026 isn’t just longer lead times. Pressure has spread across high-volume discretes, pushed by tighter automotive demand and limited capacity. Early in the design cycle, engineers usually dual-source critical components such as MCUs, PMICs, sensors, and memory.
Discrete components are treated differently because they’re:
- Cheap
- Electrically simple
- Have endless substitutes
As a result, these parts often enter the BOM with a single approved manufacturer, frequently Nexperia. And that’s because Nexperia isn’t just another vendor on the AVL. By 2024, the company had grown its market share from 8.9% to 9.7%, generated over $2 billion in annual revenue, and tied 60% of its business to automotive programs.
When export restrictions hit, nearly 50% of Nexperia capacity was affected. The company produces around 50 billion components annually across Europe, with roughly 70% sent to China for final packaging before global export.
|
Commodity |
# IC Assembly in China |
% of Commodity Assembly in China |
|
Zener Diodes |
4,428 |
89% |
|
Logic Gates & Inverters |
863 |
53% |
|
GP BJTs |
1,543 |
75% |
|
Buffers & Line Drivers |
573 |
57% |
|
MOSFETs |
804 |
54% |
|
Rectifiers |
906 |
58% |
|
Transient Voltage Suppressors |
669 |
39% |
|
Analog Switch, Multiplexers |
224 |
70% |
|
Switches, Decoders |
269 |
78% |
|
Digital BJTs |
486 |
51% |
This table details Nexperia's China exposure across assembly and fabrication for discrete and IC commodities.
When lead-times stretched from weeks to months, teams discovered they had:
- No alternate MPNs in the AVL
- No validation data
- No procurement flexibility
The impact wasn’t theoretical. Honda projected a 110,000-unit production cut and ¥150-billion loss due to shortages. At that point, the issue is no longer supply-chain noise but a design issue.
The Quick-Win Strategy
The fastest way to reduce risk is to focus on device families that already have true, pin- and footprint-compatible alternatives from multiple suppliers, as shown in the table below.
Start with high-volume, standardized families such as SOT-23, SMB/SMC TVS, low-Vf Schottkys, and small-signal MOSFETs that already have true multi-vendor footprints. ON, ST, Infineon, Vishay, Diodes-Inc., and ROHM all offer drop-in options across these categories, making dual-qualification more practical without a re-spin.
|
Family |
Common Packages |
Why It’s a Fast Substitute |
What to Match (Key Parameters) |
Alternate Suppliers |
|
SOT-23 switching diodes |
SOT-23 |
Usually quick substitutes because tolerances are wide and footprints match |
VRRM, IF, trr, leakage/capacitance (HF), pinout |
Diodes Inc., Vishay, ROHM, ON Semi, ST |
|
SMB / SMC TVS diodes |
SMB, SMC |
Surge parts are highly swappable if electrical ratings align |
VWM, VBR, VC, PPP, uni/bi-directional, AEC-Q101 (if automotive) |
Vishay, ST, Diodes Inc., ON Semi, Infineon, ROHM |
|
Low-Vf Schottky diodes |
SMA, SMB, SOD |
Drop-in possible, but thermal behavior can shift real performance |
Vf @ IF, reverse rating, leakage vs temperature, Pd / θJA, package thermal behavior |
ROHM, Vishay, Diodes Inc., ST, ON Semi |
|
Small-signal MOSFETs |
SOT-23, DFN |
Often swappable but needs careful spec matching |
VDS, RDS(on) at real VGS, Vth, Qg, SOA, thermal, pinout |
Infineon, ON Semi, ST, ROHM, Vishay, Diodes Inc. |
Pro Tip: Plug these into Octopart BOM Tool for up-to-date stock and pricing across distributors. One family covered = 20% risk slashed.
Families to Prioritize for Multi-Vendor Footprints
Focus dual-qualification and AVL expansion on families that:
- Have broad multi-vendor footprints
- Are functionally forgiving, where small differences in Vf or capacitance won’t break the circuit
- Appear in many locations on the board, so one approved alternate can be used in multiple places
|
Family |
Why prioritize |
Common drop-in alternates |
Risk if single-sourced |
|
SOT-23 switching diodes |
Used everywhere; easy to swap |
ON Semi, Vishay, Diodes Inc. |
40-week delays can stop builds |
|
SMB/SMC TVS diodes |
Core ESD and rail protection |
ST, Vishay, Diodes Inc. |
Protection gaps ripple across boards |
|
Low-Vf Schottkys |
Reverse polarity and ORing |
Infineon, ROHM, ON Semi |
Heat and efficiency issues in the field |
|
Small-signal MOSFETs |
Used in many load paths |
Vishay, Infineon, ST |
One miss can knock out multiple circuits |
A Practical Method Engineers Can Use Today to Avoid Re-Spins
From my experience, most substitutions don’t fail because the datasheet was ignored. They fail because the part behaves differently in the real circuit once temperature, surge conditions, and switching speed come into play.
To avoid alternates that look perfect on paper but fail on the bench, here is the workflow I personally follow.
Step 1: Classify the Part’s Function (Not Its Name)
I don’t start with MPN matching. I start with a function inside the circuit. This decides what parameters actually matter.
For example:
- Is this an ESD clamp at a connector?
- A TVS protecting a 24V rail?
- A Schottky for reverse polarity protection?
- A MOSFET used for load switching?
Once the function is clear, I know exactly what to prioritize: speed, leakage, clamping behavior, SOA, thermal headroom, or switching losses.
Step 2: Lock the “Non-Negotiables”
This is my “no debate” list. If any alternate violates these, I reject it immediately, which saves time and prevents re-spin risks.
Typical non-negotiables:
- Package and footprint
- Correct pinout/polarity
- Minimum voltage margin
- Minimum current/pulse rating
- Required qualification (for example: AEC-Q101)
This eliminates alternates that “almost-match” but create reliability problems later.
Step 3: Match Using Operating Conditions (Not Datasheet Headlines)
This is where I see most mistakes happen, even in strong engineering teams.
For example, MOSFET datasheets highlight RDS(on) at 10V gate drive, but if your circuit drives at 3.3V, then the headline spec doesn’t matter.
The same applies to Schottkys. Vf looks great at room temperature, but at real operating current and temperature, Vf/leakage can shift significantly.
That’s why I always match the part using my circuit conditions, not the datasheet marketing line.
Step 4: Shortlist Parts with True Multi-Vendor Families
In my strategy, a part is not “safe” if it’s available from only a single supplier. Even if it’s technically perfect, it can become another supply-chain bottleneck.
I shortlist alternates with true multi-vendor families that:
- Are available from multiple suppliers such as ON Semi, STMicroelectronics, Infineon, Vishay, Diodes Inc, and ROHM
- Come in commonly supported packages across vendors such as SOT-23, SMB/SMC TVS, low-Vf Schottkys, and small-signal MOSFETs
These families are widely manufactured by multiple suppliers, which significantly lowers the risk of a PCB re-spin. The goal isn’t just to fix today’s shortage but to reduce supply chain risk across the product lifecycle.
Step 5: Run a Rapid Cross-Reference Sweep
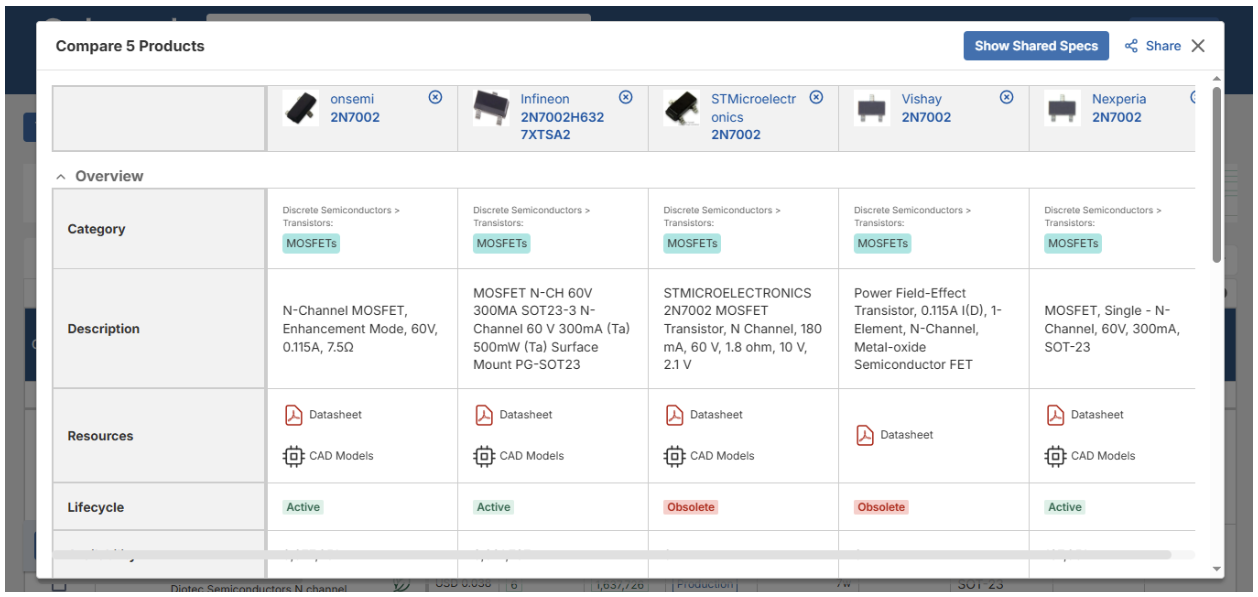
Before I call the list “done,” I do a quick reality check using the Octopart BOM Tool. The tool catches weak spots early, especially single-sourced parts that look safe until lead times explode.
Within the Octopart BOM Tool, I rely on a few key checks:
- Automatic part matching with alternate suggestions
- Lifecycle status, including Active, NRND, and EOL
- Up-to-date pricing and stock visibility
- Easy BOM exports and ready-to-order carts
Octopart is particularly useful here because it shows multi-vendor availability, lifecycle status, and distributor coverage in one place.
This step only takes a few minutes, but it often prevents months of scrambling later.
Expand AVL to Avoid Q1-Q2 Surprises
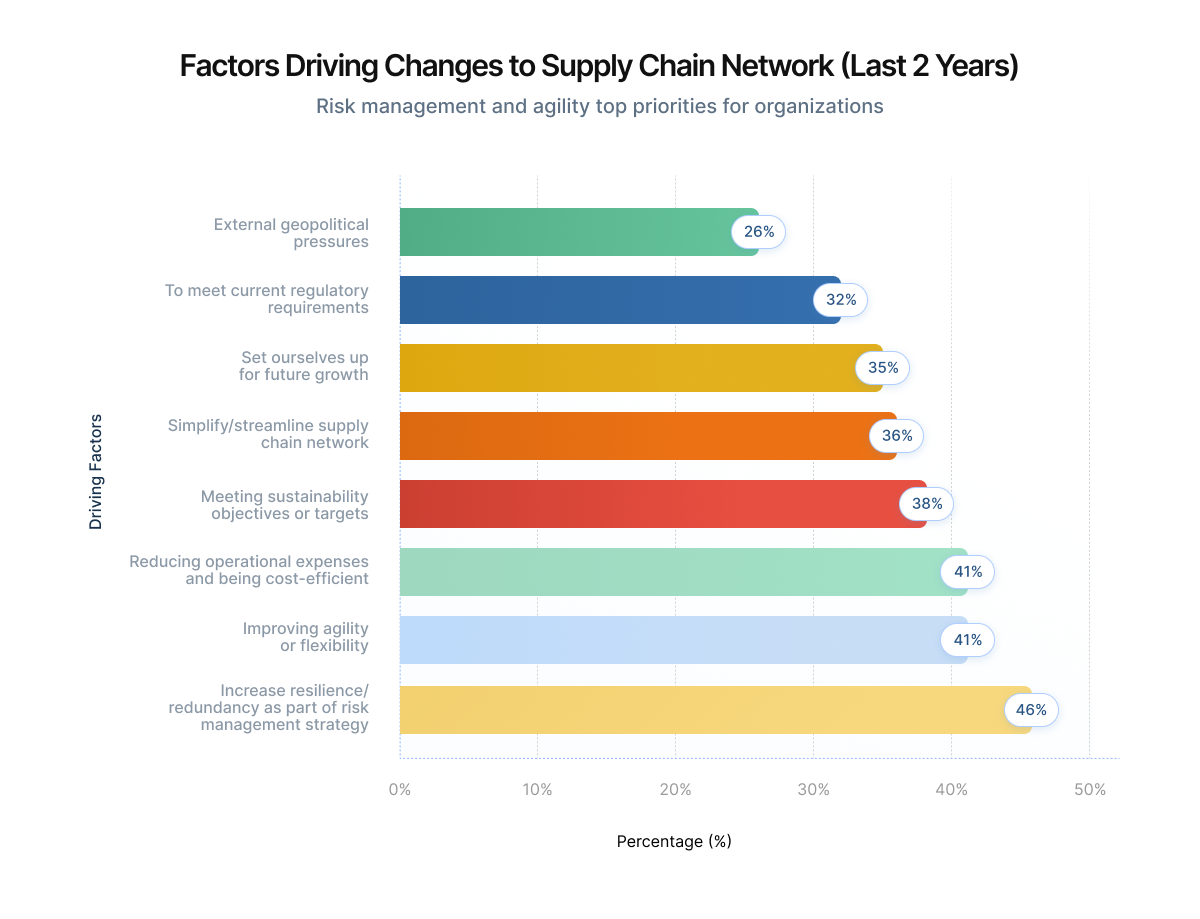
Many teams wait until allocations hit before expanding AVL. That reactive approach is costly. As the Gartner study indicates, companies are redesigning supply chains to boost resilience, add redundancy, and stay agile. Expanding AVLs isn’t optional anymore. It’s part of basic risk management.
Where possible, qualify alternates across regions so a single geopolitical issue, natural disaster, or capacity constraint doesn’t hit every source at once.
Procurement & Commercial Moves
To stay ahead of supply volatility, procurement teams can take the following practical steps to stay covered when lead times stretch:
- Review S&D (Supply and Demand) with suppliers weekly for discretes.
- Build buffer stock for high-volume, single-sourced parts.
- Pre-buy alternates once engineering gives conditional approval to secure stock early and avoid paying high premiums later.
- Maintain parallel inventory for primary and alternate MPNs during shortages.
- Ask suppliers for firm allocation windows and confirm wafer-supply commitments.
- Procure sample lots or partial reels when needed; the incremental cost is usually far less than the cost of a missed shipment.

Final Thoughts
Lead times will remain unpredictable. That part is out of engineering’s control. What is controllable is how exposed your designs are when lead times change. When the AVL is reviewed regularly, supplier concentration is actively monitored, and alternates are preapproved and documented, shortages become manageable.
Treat your discrete supply strategy the same way you treat your semiconductors. The companies that planned for discrete risk early were the ones that kept production running. Expanding your AVL now with validated cross-vendor options in common footprints will help prevent painful surprises in Q1-Q2.

About Author
Related Technical Documentation
Table of Contents
- Key Takeaways
- Why Nexperia Lead-Time Creep Hurts More Than Expected in 2026
- The Quick-Win Strategy
- Families to Prioritize for Multi-Vendor Footprints
- A Practical Method Engineers Can Use Today to Avoid Re-Spins
- Step 1: Classify the Part’s Function (Not Its Name)
- Step 2: Lock the “Non-Negotiables”
- Step 3: Match Using Operating Conditions (Not Datasheet Headlines)
- Step 4: Shortlist Parts with True Multi-Vendor Families
- Step 5: Run a Rapid Cross-Reference Sweep
- Expand AVL to Avoid Q1-Q2 Surprises
- Procurement & Commercial Moves
- Final Thoughts
Design to Release, Without the Friction
- Keep reviews tied to the right version
- Reduce handoff confusion and rework
- Spot sourcing and release risk earlier
- Work solo, share when needed
Get Started
Thank you, you are now subscribed to updates.