克服医疗设备制造中的单一来源风险

在医疗设备制造中,单一来源采购存在显著风险。主要风险包括供应链中断、对全球事件的脆弱性、质量控制问题、监管合规挑战、成本增加和延迟、以及对单一供应商的依赖。
降低这些风险的策略强调了多元化供应商的重要性、解决采购漏洞、管理产品质量、评估和选择供应商、定期评估风险、建立替代采购选项、运营多个制造工厂、实施严格的质量控制、保持监管合规,并创建“无单一来源”政策。
关于这个话题有各种研究和报告,其中一个报告指出,这些类别中的一个发生冲击导致的中断平均每3.7年发生一次,可能导致一些医疗技术公司在十年内失去约38%的一年收益。
本文强调公司需要考虑这些潜在风险,并确保你有针对性的强大风险缓解策略。
单一来源 = 更高风险
在医疗设备制造中,单一来源采购可能带来几个风险。以下是公司应该避免单一来源采购的一些关键原因及其相关风险:

供应链中断:单一来源供应商可能面临库存限制,甚至可能耗尽库存,使医疗制造商没有备选资源。在危机期间缺乏灵活性可能会非常昂贵,有时会导致过高的运输费用、材料成本增加,甚至是无法挽回的业务损失。
对全球事件的脆弱性:单一采购可能使公司容易受到全球事件的影响,如自然灾害、政治不稳定或大流行病。制造厂的损坏可能会延迟生产宝贵的几天或几周。例如,COVID-19大流行暴露了许多医疗技术公司供应链的脆弱性。
依赖性:单一采购可能导致对一个供应商的高度依赖。如果该供应商面临任何问题,可能会直接影响公司制造和交付产品的能力。
质量控制:依赖单一来源也可能对产品的质量构成风险。如果单一来源未能达到所需的质量标准,可能会导致重大问题,包括产品召回。
监管合规性:单一来源采购也可能对监管合规性构成风险。如果单一来源未能遵守监管标准,可能导致法律问题和对公司声誉的损害。
成本增加和延迟:使用多个供应商可能会导致采购项目的成本增加和延迟。然而,这些缺点通常是短期的,被夸大了,并且通过风险分散和提高供应链韧性的好处所抵消。如果单一来源供应商在没有通知的情况下失败,增加的成本和延迟更有可能发生。随后需要分配的资源来解决失败,以及与新供应商的糟糕谈判位置,导致了成本增加和延迟的结果。
这些风险可以在一个2x2风险矩阵中映射出来,维度为重要性和不确定性(图1)。重要性指的是风险的重要程度,而不确定性指的是医疗设备制造中风险结果的不可预测性。通过绘制这些,我们看到所有这些风险都很重要,并且风险结果的差异化。在我们对风险结果有更多确定性的地方,我们可以采取更明确的行动。
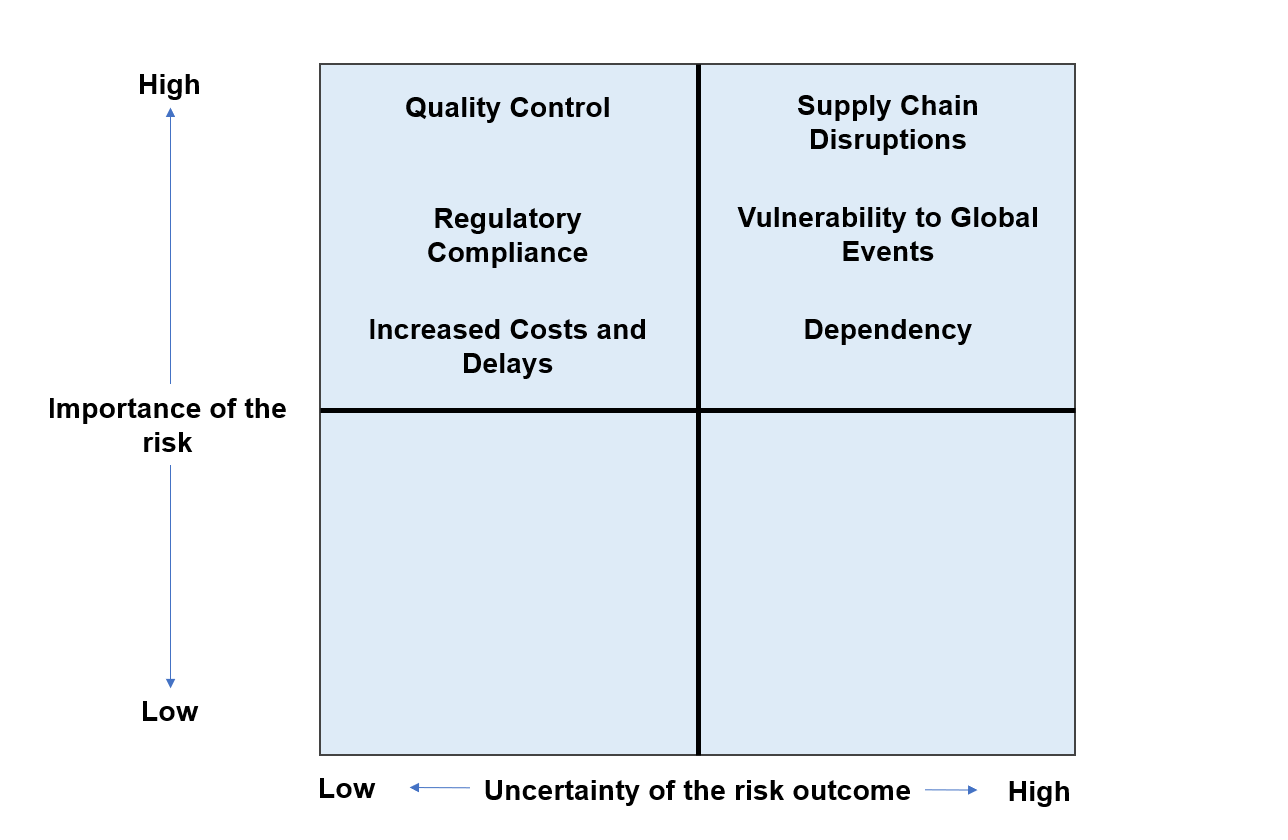
图1:医疗设备制造中单一来源采购的风险矩阵
根据麦肯锡的一份报告,这些类别中的一个发生冲击导致的中断是频繁的,平均而言,持续超过两个月的冲击每3.7年就会发生一次。研究进一步估计,在十年的时间里,冲击可能导致一些医疗技术公司损失大约38%的一年收益。(https://www.mckinsey.com/capabilities/operations/our-insights/the-resilience-imperative-for-medtech-supply-chains)
因此,虽然单一来源采购看似是一个便捷的策略,但对公司来说,考虑潜在风险并确保有强大的风险缓解策略是至关重要的。
多元化采购
在医疗设备制造领域,缓解单一来源风险是供应链管理的一个重要方面。公司可以采用以下策略有效地应对这些风险:
供应商多样化:避免依赖单一地理区域的供应商或那些从相同来源采购的供应商至关重要。通过与来自不同地区和具有替代来源的供应商建立关系,公司可以对抗区域或国家的中断。商业连续性研究所的一项研究发现,70%的公司因供应商地理集中而至少经历过一次供应链中断。(https://www.thebci.org/static/e02a3e5f-82e5-4ff1-b8bc61de9657e9c8/BCI-0007h-Supply-Chain-Resilience-ReportLow-Singles.pdf)
解决采购漏洞:风险可能来自多个方面,包括运输方式、供应品的处理以及原产国。获得这些采购漏洞的可见性可以帮助测量和改进它们。根据德勤的一项调查,由于供应链中的薄弱环节,过去12个月内85%的全球供应链至少经历了一次中断。(https://www2.deloitte.com/content/dam/Deloitte/global/Documents/Governance-Risk-Compliance/dttl-grc-supplychainresilience-riskintelligentapproachtomanagingglobalsupplychains.pdf)
产品质量管理:来自国际来源的质量失败的后果比来自国内来源的要严重得多。严格的供应商预审和与供应商商定详细的产品规格可以帮助管理产品质量。FDA报告称,产品质量问题占所有医疗器械召回的40%。(https://www.ncbi.nlm.nih.gov/pmc/articles/PMC10204764/)
供应商评估与选择:开发一个考虑财务稳定性、声誉、基础设施和质量控制等因素的强大评估框架至关重要。进行彻底的供应商审计和尽职调查可以验证潜在合作伙伴的信誉。麦肯锡的一项研究发现,定期审计供应商的公司可以将供应商失败的风险降低多达50%。(https://www.mckinsey.com/capabilities/operations/our-insights/risk-resilience-and-rebalancing-in-global-value-chains)
风险评估:评估和缓解各种风险,包括经济、政治和物流风险,对于保护您的供应链至关重要。根据商业连续性研究所的一份报告,29%的企业因极端天气事件而经历了对其供应链的重大中断,这突显了风险评估的重要性。(https://www.thebci.org/static/e02a3e5f-82e5-4ff1-b8bc61de9657e9c8/BCI-0007h-Supply-Chain-Resilience-ReportLow-Singles.pdf)

替代采购选项:建立替代采购选项可以帮助应对这些风险。这涉及到通过创建有效的缓解措施和业务连续性计划,识别并解决供应链的脆弱性和风险暴露。根据Gartner的一项调查,87%的供应链领导者计划在未来两年内投资于供应链韧性。(https://www.gartner.com/en/newsroom/2021-02-10-gartner-survey-finds-87-of-supply-chain-professionals-plan-to-invest-in-resilience-within-the-next-2-years)
多地制造工厂: 最佳风险缓解实践建议,制造商必须使用位于不同地点的多个工厂,以便在危机时期保持生产的连续性和持续性。根据普华永道的报告,拥有多地制造能力的公司在供应链中断时生存的机会高出30%。(https://www.pwc.com/gx/en/asia-pacific/supply-chain/2023-apec-tl-global-supply-chains-the-race-to-rebalance.pdf)
质量控制: 一家合同制造商实施严格的质量控制,符合州和联邦的要求。合同制造商必须完全了解为各个行业生产高质量材料的知识。根据美国食品药品监督管理局(FDA)的数据,合同制造商负责15%的所有医疗器械召回。(https://www.medicaldesignandoutsourcing.com/da-medical-device-recalls-decrease-data-analysis-fiscal-2021/)
监管合规:高质量保证意味着生产将持续保持监管合规。如ISO 13485和FDA 21 CRF 820等关键行业认证向监管机构保证了严格的质量实践。FDA报告称,所有医疗器械召回中有31%是由于不符合规定。(https://www.ncbi.nlm.nih.gov/pmc/articles/PMC8103223/)
无独家供应商政策:创建“无独家供应商”政策可以帮助缓解独家供应商的风险。这涉及创建一个公司独家供应商的数据库,以确定问题的程度。根据Gartner的调查,35%的公司因单一来源供应商而经历了中断。(https://www.gartner.com/en/supply-chain/topics/supply-chain-risk-management)
通过实施这些策略,公司可以有效地缓解与医疗器械制造相关的单一来源风险。然而,重要的是要注意,每个公司的情况都是独特的,策略应根据具体的需求和情况进行定制。
记住,成功减轻风险的关键是采取主动和全面的方法。

关于作者
相关资源








目录
Take advantage of the world's
most trusted PCB design system.
One interface. One data
model. Endless possibilities.
Effortlessly collaborate with
mechanical designers.
The world's most trusted
PCB design platform
Best in class interactive
routing
View License Options
Thank you, you are now subscribed to updates.