











Empilages rigide-flex : là où les bonnes conceptions dérapent avant même le début du routage

At a Glance
Optimisez les empilages rigide-flex dès les premières décisions afin d’éviter les défaillances. Découvrez comment les adhésifs, les zones de transition et les choix de plans influencent la fiabilité.







Les empilements de conception rigide-flex sont-ils plus compliqués que les empilements de cartes rigides ? Le plus souvent, oui. Même un rigide-flex simple peut être plus difficile qu’une conception HDI complexe.
Les concepteurs qui maîtrisent bien la conception de cartes rigides peuvent facilement supposer que les règles familières de sélection des matériaux s’appliquent toujours. Ou du moins qu’elles s’appliquent suffisamment pour mener à bien le routage. Parfois c’est le cas, parfois non. Et lorsque ce n’est pas le cas, les conséquences n’apparaissent qu’à la fabrication, voire à l’assemblage.
En rigide-flex, l’empilement n’est pas quelque chose que l’on peut affiner plus tard. Il fixe les limites en matière de fiabilité, de rendement et de coût bien avant que la première piste ne soit placée.
Points clés à retenir
- L’empilement conditionne la réussite, il faut donc le définir tôt. Les empilements rigide-flex sont plus complexes que ceux des cartes rigides, et l’empilement détermine la fiabilité, le rendement et le coût avant même le début du routage.
- Choisissez intentionnellement entre adhésif et sans adhésif. Les couches adhésives ajoutent de la variabilité d’épaisseur et des contraintes mécaniques. Les constructions sans adhésif sont souvent préférées pour les multicouches/rigide-flex, les courbures serrées, les microvias et les expositions thermiques plus élevées, au prix d’un coût et de délais parfois supérieurs.
- Concevez la zone de transition rigide-flex. Définissez explicitement son emplacement et sa taille dans les notes de fabrication et évitez les changements brusques de couches ou de cuivre. Les défaillances apparaissent souvent plus tard (fissuration, délaminage, fatigue du cuivre), il faut donc consulter le fabricant très tôt.
- Repensez les plans dans les zones flexibles. Les plans pleins résistent à la flexion et accélèrent la fatigue. Utilisez si nécessaire des plans hachurés, segmentés ou partiels, en équilibrant les besoins électriques (impédance, chemins de retour) avec la fiabilité mécanique, idéalement via des revues d’empilement précoces avec votre fabricant.
Adhésif ou sans adhésif
De nombreux concepteurs ne choisissent pas consciemment entre des constructions flex à base d’adhésif et sans adhésif. Ce choix découle souvent d’un empilement par défaut, d’une spécification héritée ou simplement de ce qui a été utilisé la fois précédente.
Sur un dessin, les deux options se ressemblent. En fabrication, elles se comportent très différemment.
Les couches adhésives introduisent de la variabilité. Elles se déplacent sous l’effet de la chaleur. Elles ajoutent une épaisseur qui n’est pas toujours parfaitement uniforme et, dans une application flex dynamique, cette épaisseur peut nuire à la flexibilité à long terme de la conception. Rien de tout cela n’empêche la fabrication, mais cela affecte l’application finale et réduit la marge de manœuvre du fabricant, surtout lorsque le nombre de couches augmente ou que les géométries deviennent plus petites.
Voici un commentaire fréquent lors des revues de conception par les fabricants lorsqu’ils examinent ce type de cas :
Quand nous voyons un recalage serré, des vias empilés et un flex à base d’adhésif, nous savons déjà où les contraintes vont apparaître. Nous pouvons le fabriquer, mais parfois de petits ajustements dans l’empilement des matériaux peuvent avoir un impact spectaculaire sur les rendements et la fiabilité.
Les constructions sans adhésif sont souvent recommandées pour les flex multicouches et en particulier pour les constructions rigide-flex. Elles offrent un meilleur contrôle de l’épaisseur et, tout aussi important, un comportement plus stable sur l’axe Z. C’est pourquoi elles sont courantes dans les conceptions avec microvias, exigences de courbure plus serrées ou exposition thermique plus élevée pendant l’assemblage.
Pourquoi toutes les conceptions rigide-flex n’utilisent-elles pas des matériaux sans adhésif ? C’est recommandé, mais le compromis se situe au niveau du coût et, parfois, de délais plus longs.
Une approche n’est pas nécessairement meilleure que l’autre. L’important est que cette décision façonne tout ce qui suit. Une fois le routage commencé, il devient peu probable de la modifier, même lorsque des problèmes commencent à apparaître plus tard.
Zones de transition
Les concepteurs ont tendance à penser en termes de zones rigides et de zones flexibles. Les fabricants, eux, pensent à l’espace entre les deux.
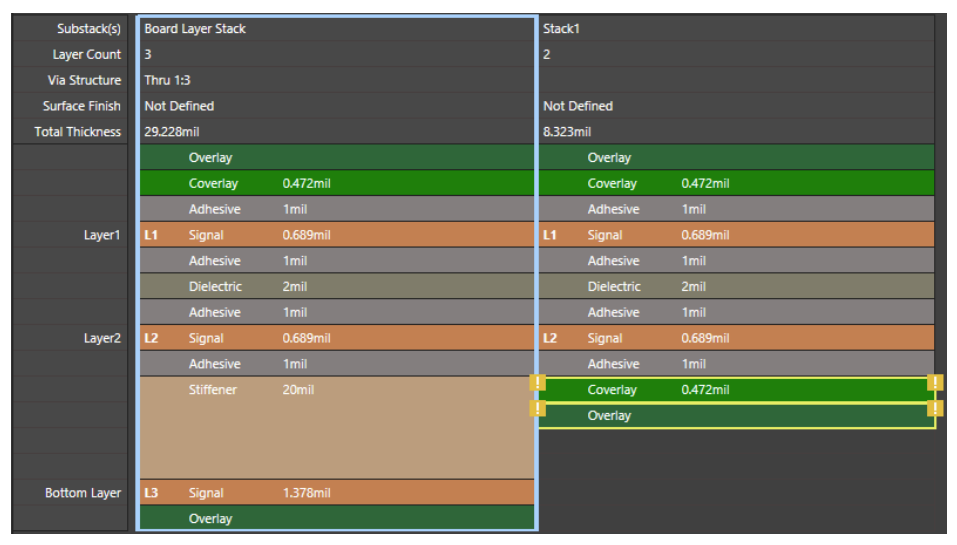
Cette zone de transition entre rigide et flex est généralement l’endroit où les contraintes se concentrent. C’est aussi là que les hypothèses d’empilement entrent en collision. Notez que, dans la définition typique de l’empilement des couches dans un outil CAO, il n’existe pas de définition explicite d’une « zone de transition » (voir ci-dessous) ; l’emplacement et la taille de la zone de transition doivent être indiqués dans les notes de fabrication.
Par exemple, évitez les changements brusques du nombre de couches, les plans qui s’arrêtent soudainement, ou les répartitions de cuivre qui semblent équilibrées en CAO mais se comportent très différemment une fois laminées. Ce ne sont pas des cas inhabituels. Ils sont fréquents. Et ils ne se traduisent généralement pas par des défaillances évidentes.
Un fabricant l’a expliqué ainsi :
La plupart des problèmes de zone de transition ne se manifestent pas électriquement. Nous constatons plus tard des fissures, du délaminage ou de la fatigue du cuivre. Au moment où cela devient visible, l’empilement a déjà causé les dégâts.
C’est ce qui rend cette zone si délicate. On ne peut pas toujours détecter ces problèmes avec un DRC. Ils apparaissent souvent lors du dépanelisage, de l’assemblage ou après l’installation du produit et sa flexion sur le terrain.
Il est toujours recommandé de demander à votre fabricant des conseils sur les bonnes pratiques relatives aux zones de transition. Même en suivant les « bonnes pratiques de l’industrie », il n’est pas rare que les fabricants suggèrent des ajustements qui permettent de garantir que les paramètres spécifiques de leur procédé fonctionneront avec votre conception.
Plans dans les zones flexibles
Les plans pleins sont connus pour résoudre de vrais problèmes sur les cartes rigides, et les concepteurs leur font confiance à juste titre. La conception rigide-flex change les règles du jeu.
Pourquoi ? Les plans pleins en cuivre résistent à la flexion. Avec le temps, ils concentrent les contraintes et accélèrent la fatigue du cuivre. Même dans les applications statiques, ils augmentent la rigidité et accroissent le risque de fissuration lors de la manipulation ou de l’assemblage.
Le hachurage, le cuivre segmenté ou les plans partiels peuvent aider, mais ce ne sont pas des solutions universelles. Chaque option introduit des compromis électriques qui doivent être pris en compte de manière intentionnelle, et non appliqués par défaut.
Voilà encore un cas où il est important d’échanger tôt avec votre fabricant. Lorsque les concepteurs expliquent quelles zones ont réellement besoin d’une impédance contrôlée ou de chemins de retour propres, les fabricants peuvent souvent proposer des constructions qui préservent à la fois les performances électriques et la fiabilité mécanique. Lorsque cette discussion a lieu tardivement, tout le monde est contraint à des compromis.
Pourquoi les fabricants insistent sur des revues d’empilement précoces
Dans ces trois domaines, la même conséquence revient encore et encore. Une fois le routage commencé, les options disparaissent rapidement.
Un ingénieur process senior avec qui je travaillais m’a dit un jour :
Si nous examinons l’empilement tôt, nous pouvons généralement le simplifier, améliorer le rendement et éviter les surprises. Une fois la mise en page commencée, nous ne faisons plus que gérer le risque.
Cette remarque m’est restée en tête et c’est quelque chose qui a été constaté à maintes reprises.
Les revues précoces de stackup sont le moment où les habitudes issues des cartes rigides sont remises en question et où les considérations spécifiques au flex deviennent plus claires. Bien qu’il s’agisse souvent d’une première étape négligée, c’est aussi là que de nombreuses conceptions rigide-flex deviennent plus simples, plus fines et plus fiables.
Réflexions finales
Les conceptions rigide-flex exigent une manière de penser différente. Le choix de l’adhésif, la planification de la zone de transition et la stratégie des plans ne sont pas des considérations secondaires. Ce sont des éléments fondamentaux.
Les concepteurs qui impliquent leur fabricant tôt dans la conversation au cours du processus de conception ont tendance à avoir moins de surprises au moment de la fabrication. Un produit fiable reste toujours l’objectif, et un passage fluide de la conception à la fabrication puis au procédé constitue un excellent point de départ.
Que vous ayez besoin de concevoir une électronique de puissance fiable ou des systèmes numériques avancés, Altium Develop réunit chaque discipline en une seule force collaborative. Sans silos. Sans limites. C’est l’endroit où ingénieurs, concepteurs et innovateurs travaillent comme un seul homme pour co-créer sans contraintes. Découvrez Altium Develop dès aujourd’hui !
Questions fréquemment posées
Pourquoi les empilements de PCB rigide-flex sont-ils plus complexes que les empilements standard de cartes rigides ?
Les empilements rigide-flex combinent des matériaux aux comportements mécaniques complètement différents, ce qui signifie que l’empilement doit prendre en compte la flexion, les cycles thermiques, le mouvement de l’adhésif et les contraintes dans la zone de transition. Contrairement aux cartes rigides, l’empilement ne peut pas être affiné plus tard. Sa définition précoce a un impact direct sur la fiabilité, la fabricabilité et la durabilité à long terme.
Dois-je choisir des matériaux avec adhésif ou sans adhésif pour les conceptions rigide-flex ?
Les matériaux sans adhésif sont généralement recommandés pour les flex multicouches, les microvias, les rayons de courbure plus serrés et l’assemblage à haute température, car ils offrent un meilleur contrôle de l’épaisseur et un comportement plus stable sur l’axe Z. Les matériaux à base d’adhésif sont moins chers, mais introduisent de la variabilité, une épaisseur accrue et un risque plus élevé de fatigue du cuivre dans les zones de flexion dynamique. Le choix doit être intentionnel, et non fondé sur des empilements par défaut ou des spécifications héritées.
Quelles sont les causes des défaillances dans les zones de transition rigide-flex ?
La plupart des défaillances surviennent parce que les zones de transition concentrent les contraintes mécaniques et thermiques. Des changements brusques de couches, des plans pleins qui se terminent soudainement ou une répartition inégale du cuivre peuvent entraîner des fissures, du délaminage et de la fatigue du cuivre. Ces problèmes n’apparaissent souvent pas dans les DRC ; ils ont tendance à se manifester lors de l’assemblage, du dépanelisage ou de la flexion en conditions réelles. Des notes de fabrication claires et une revue précoce par le fabricant aident à prévenir ces problèmes.
Pourquoi les fabricants recommandent-ils de minimiser les plans pleins en cuivre dans les zones flexibles ?
Les plans pleins résistent à la flexion et créent des « points de charnière » rigides qui accélèrent la fatigue du cuivre au fil du temps. Cela peut entraîner des fractures ou des défaillances de fiabilité à long terme. Les zones flexibles utilisent souvent à la place des plans hachurés, segmentés ou partiels, afin d’équilibrer les performances électriques et la flexibilité mécanique. Le choix de la bonne stratégie nécessite une discussion précoce avec votre fabricant afin d’éviter des compromis inutiles plus tard dans la conception.
A propos de l'auteur
Related Technical Documentation
Ressources associées
Table des matières
- Points clés
- Avec adhésif ou sans adhésif
- Zones de transition
- Couches de plan dans les flex
- Pourquoi les fabricants insistent sur des revues précoces de l’empilage
- Réflexions finales
- Questions fréquentes
- Pourquoi les empilages de PCB rigides-flex sont-ils plus complexes que les empilages de cartes rigides standard ?
- Dois-je choisir des matériaux avec adhésif ou sans adhésif pour les conceptions rigides-flex ?
- Quelles sont les causes des défaillances dans les zones de transition entre rigide et flex ?
- Pourquoi les fabricants recommandent-ils de minimiser les plans de cuivre pleins dans les zones flex ?
De la conception à la mise sur le marché, sans friction
- Gardez les revues liées à la bonne version
- Réduisez la confusion lors des transferts et les retouches
- Repérez plus tôt les risques liés à l’approvisionnement et à la mise en production
- Travaillez seul, partagez lorsque nécessaire
Commencer
Thank you, you are now subscribed to updates.