





Insulated Metal Substrates: Building an LED Panel

At a Glance
Learn about working with insulated metal substrates in this practical project with Industry Expert Mark Harris. This multi-white balance LED panel project covers the challenges of working with metal core boards in your lab with low cost tools to achieve a professionally manufactured result.







In this project we’ll be building a moderate sized LED panel on insulated metal substrate (IMS), as a follow-on from my Studio LED Driver project. In the previous project, we designed a set of LED drivers to power this light panel.
This light panel has three different white balance High CRI LED types on it, warm, neutral and cool. By changing the brightness of the different white balances, the light from the panel can be adjusted to match other lighting, making it perfect for film use - but also creating perfect lighting for electronics work. The Samsung SPMWH1228MD7WA series of LEDs I selected for this project offer exceptionally high efficiency for a high CRI LED, which, for the same wattage, will give me twice as much light as my existing commercial LED panels. With 272 LEDs, the panel is going to be extremely bright with almost 9000 lumens, however by spreading them over a large PCB we will have a soft light source.
As with all my projects, this LED panel is open source, you can find the Altium project files over on my GitHub released under the permissive MIT License. This allows you to do what you wish with the design files, at your own risk, including using the design in part or whole for commercial purposes.
What is an Insulated Metal Substrate Board
An insulated metal substrate circuit board typically has a metal base, with a very thin layer of FR4, with a typical etched copper top foil. They are also commonly called Metal Core PCBs, Metal Clad PCBs, Aluminum Clad or Aluminum Base boards. Aluminum is the most common metal used, however you can also have them manufactured with a stainless steel or copper base for extremely high power density designs. Aluminum offers the most cost effective option, however it does have some downsides.
Multi-layer IMS boards are generally less common, and can add a lot of extra cost compared to a single layer board. Unlike a typical circuit board, most multi-layer IMS boards are built up on top of the metal substrate, resulting in a single component layer. While not impossible, it’s less common to find the metal substrate used in the center of the layer stack.
Insulated metal substrate has some substantial advantages when it comes to high wattage applications due to the extra thermal mass of the substrate. They can also be found in applications with large mechanical loads as the metal core can carry some loads better than FR-4.
The high thermal conductivity of IMS boards allows the dense packing of components which generate substantial amounts of heat, which makes them very popular for LED lighting applications. The thermal conductivity of copper is 385W/m/K, aluminum is 205W/m/K, both of which are vastly ahead of FR-4 at just 0.25W/m/K. While multiple copper planes in a standard FR-4 board can help thermal performance - thick aluminum or copper substrates come out far ahead.
Insulated Metal Substrate Considerations
While IMS boards have their advantages, they also have some substantial drawbacks for certain applications.
Single Layer/Single Sided
The most cost effective IMS boards have a single component side, and typically only a single copper layer. This precludes the use of any through hole components and can make routing challenging for more complex circuits. Boards with signal layers on both sides of the substrate are generally very expensive due to the amount of processing required. You might find a multi-layer, double sided, copper core board is the most expensive circuit board configuration you can order at many manufacturers.
Dielectric Strength
The thin layer of insulating material between the copper conductors and substrate limits the use of IMS boards to lower voltages. A typical IMS board will have 100um - 200um (4-8mil) of prepreg between the conductor and substrate. While FR4 is typically between 20kV/mm to 54kV/mm, giving an insulation strength of 2000v for a typical IMS stackup - this may not be sufficient to meet regulatory requirements for mains powered devices. A common failure mode for mains AC powered LEDs on IMS is insulation breakdown.
Cost
Even at budget-oriented Chinese board fabricators, IMS boards are far more expensive than a regular FR-4 board. This price has come down substantially in the past years however, the boards for this project came out to a tenth of the price which I estimated when planning this project two years ago.
Board Warp/Thermal Expansion
Aluminum has a fairly high thermal expansion coefficient, which can stress components if there is a board temperature range the board will experience through self heating or the ambient environment. FR4 and the copper conductors have much smaller thermal expansion coefficients and therefore larger IMS boards can have a tendency to turn into a banana when heated, as the aluminum substrate expands and the insulation and conductor layers do not. This also happens during reflow, though if you have a smaller board you likely will not notice the effect.
Ready to start designing world-class Insulated Metal Substrate boards? Talk to an expert at Altium to get started with Altium Designer, or download a free trial today!
Panel Schematic Design
Rather than adding 272 LEDs to the schematic and wiring them all up in series/parallel, I’m making use of Altium’s multi-channel feature. This is also going to make layout of the board easier, as I can just lay out each white balance once, and apply that to all the others.

Each white balance is on its own schematic sheet, and just a single LED string.

Then the top level schematic sheet has the multi-channel sheet symbols to create the parallel strings of LEDs. A connector and thermistor for each LED channel is also on the top sheet.
If you think Multi-Channel design will save you time in your own projects, why not sign up for a free trial of Altium Designer?
The thermistor is for thermal foldback protection, a feature of the driver which allows it to sense the board temperature. Once the driver detects the board is getting too hot, it reduces the drive current to protect the LEDs from overheating and degrading their lifespan.
Panel Board Design
I wanted the board to be 300mm wide, but I did not have a specific height for the board in mind - I decided to go with the Golden Ratio for determining the height, giving me a 185mm high board. I need to have all the connectors together on the right side of the board to allow the driver to connect up with premade cables. This defines the total size of the board and available routing space.
After an initial failed attempt at trying to do something interesting with interleaving white balances, I fell back to plan B - laying out alternating rows of white balances. The light output at the end will be just as evenly distributed, however the layout is a lot easier. The main downside of doing rows of copper on an IMS board is that the long tracks of copper primarily in one direction constrains the board during thermal expansion, just like a bi-metalic strip temperature sensor.
To lay out the LEDs, I made use of the rooms for arranging everything. By calculating the spacing of the leds across the board, I was able to set up one room with the correct LED spacing, then apply that arrangement to all the other rooms in that channel. With the rooms the correct size, I could place one on either side of the row, then use the Align -> Distribute Horizontally tool to have all the rooms evenly spaced in the row. The components don’t move with the rooms when doing this - however applying the room format once again brings everything back to an evenly spaced arrangement.

With the LEDs in a generally evenly spaced arrangement, I routed tracks between the LEDs in one room of each channel, then applied that room format to all the other rooms in the channel, working one channel at a time.
For such a simple board like this, I’m not even using tracks for routing - just Fills. They make it very easy to set out large tracks like this, though on a “normal” PCB I wouldn’t dream of routing using a Fill. It’s a novel experience.
Routing 3 white balances on a single layer board isn’t possible, at some point tracks need to cross over. There’s a couple of different options at this point:
- Switch to a 2 layer IMS board.
- Use surface mount jumpers/shunts to bridge over the other traces.
- Solder wires or copper tape to the board to act as jumpers.
A 2 layer IMS board increases the cost considerably, so I wasn’t particularly keen to take that approach. It would also add another dielectric layer between the LEDs and substrate, reducing the thermal transfer.
Surface mount jumpers are fantastic if you want to push a large amount of current over a relatively short distance - however the areas I needed to bridge were just too long for an off the shelf jumper, and they are not particularly cost effective.
Soldering wires or tape to the board is cost effective, but not particularly elegant and certainly lacks aesthetic appeal.
After weighing the options, creating a custom circuit board to act as a jumper for all the connections at once was the most cost effective option and with the same black finish as the panel board, would not be very noticable. I opted to use a 0.8mm thick PCB, as this would keep the jumper board below the height of the LEDs, meaning there would be no impact on their light output around the jumper board.

Before finishing off the main panel, I enlarged all the fills to take up as much space as possible - after all, I’m building an LED panel not a resistive heater board. I also added a central mounting hole, for attaching it to an enclosure I intend to 3D print in the future. This mounting hole should help constrain the board so it does not flex and warp during temperature changes while in operation.
You might also notice the board has some air wires/unrouted nets showing. These are displayed because I took the shortcut of not making a footprint/symbol for the jumper board, meaning Altium thinks these are unrouted.
Jumper Board
The jumper board is an extremely simple PCB. So simple, that I did not bother with a schematic or creating any footprints for it - I simply added top solder and paste cutouts on the panel, to create pads on my existing tracks, and did the same on the jumper board.

To define the jumper board size and where routes need to connect, I used a mechanical layer on the panel board to define the jumper board shape and connections. I then copy and pasted that to a blank PCB.
I also added silkscreen to the panel board to show which connections go where to make life easier when testing the board.

To facilitate routing of the jumper board, I manually created nets on the board using Design -> Netlist -> Edit Nets.

Within a short period of time, I had a custom jumper board. At a low cost Chinese board fabricator, the entire circuit board cost less than a shunt jumper in single volume making it extremely cost effective.
DIY IMS Assembly
In a previous article I’ve talked about DIY PCB assembly with basic tools - however IMS boards bring a whole new set of challenges compared to basic FR-4 boards. Both the thermal mass and thermal conductivity of the substrate make it very challenging to work with. Where a simple hot air rework station is sufficient for most FR-4 based boards, a rework station can’t provide enough heat to overcome the heat sinking of the metal substrate.

Assembly starts out the same as any other board, mounting your board in some sort of frame to hold its position, and then attaching a stencil. I use a laser cut piece of 5mm thick acrylic as my paste surface, as it allows me to quickly take it off my desk and get on with assembly. I used to tape the frame down to my desk, as most guides will tell you, but it really cuts down your usable work surface area. I use 3D printed board surrounds for framing the board, rather than spare PCBs as most guides suggest. These 3D prints have a lip one layer lower than the surface the stencil sits on to allow the tape to fit. By having a tape lip, the stencil sits perfectly flush with the circuit board.

After paste is applied, the board can be populated as any other circuit board. In this case, with 272 LEDs and 3 thermistors.
Once you get to the point you are ready to reflow the board, you need to have an extra source of heat for the board since a hot air reflow station isn’t going to be much use by itself. Unfortunately, the aluminum substrate on the bottom of the board is highly reflective so an infrared board heater does not offer much benefit.
Reflow Teppanyaki Grill
DIY assembly isn’t of much benefit if it requires hugely expensive or large tools like a multi-zone reflow oven. This PCB is too large to fit in the majority of toaster ovens, which are also popular for DIY assembly, and too large for my DIY Vapor Phase oven which we created a control board for on this blog. After a lot of searching for a good solution, I settled on a very cheap Teppanyaki Grill from an online marketplace - its wide format was the best fit for this size board.

Unfortunately like most grill/griddles it does not heat up very evenly. With a single resistive loop and quite a thin cast aluminum cooking surface it’s far from ideal. I was hoping the aluminum board itself would act to even out the heat a lot.

With the board on the grill, it’s still uneven, but slightly better and something we can work with. The board on the grill raises a second issue: the grill is far from flat. With an integrated drain for fat, the surface slopes towards the front center, providing less than ideal contact for the board - especially as the board heats up and starts to curl up at the edges. I ended up using a pair of scissors spread apart to hold the board down in various areas to help improve contact to peak the temperature.
If I needed this grill to assemble more than the three LED panels I’m building, I would make a few changes which would improve it’s utility substantially:
- Add a supplemental 6mm/¼ inch aluminum plate as a heat spreader.
- Convert it to a PID controller or reflow controller to improve heat control.
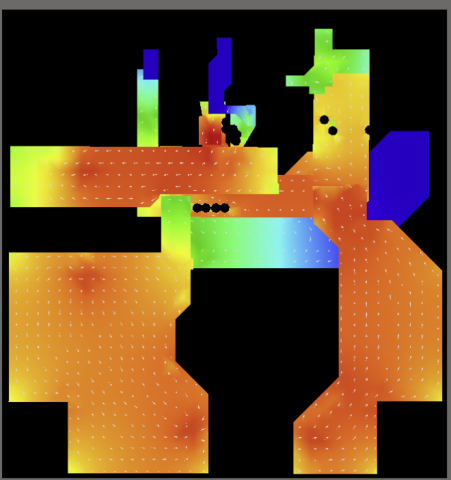
With the default cooking heat knob, it's worth closely monitoring the grill’s temperature. A thermocouple or two would be fine, however I used my thermal camera. To prevent the board heating up too fast, you need to manually turn the temperature up and down to get power going through the coil in short bursts. This also allows time for the heat from the element to spread out. If you heat the board to reflow temperature too fast, there will be too much liquid flux on the board when the solder becomes molten, which results in solder balls being generated as the flux boils through the molten solder. This can also cause issues for components. Having a timer running with your target reflow temperature profile targets listed down can help you get a great quality reflow.

While this approach is similar to reflowing an FR-4 circuit board on a grill, more time and care needs to be taken with the IMS due to its greater thermal conductivity and thermal mass.
One issue with the slow manual switching on and off to ramp the heat up is that many controller’s simple bi-metallic heat sensor won’t allow you to reach the peak temperature needed for solder paste. The slow heat up means you can’t rely on the temperature overshoot from the heater element to exceed the melting point of the solder. It’s a good idea to have a reflow station close by in case this happens. The reflow station can easily provide the extra bit of energy to reflow a preheated board. Once the flux has evaporated away, you cannot let the board cool down and try again - without any flux, you will make something akin to a ceramic with your oxidized solder. This material will not melt easily and is incredibly challenging to remove from the board or rework - meaning the board and components on it are most likely going to need to be discarded.
The other challenge with this approach can be cooling the board down slowly according to the reflow profile. Once the solder on the board solidified, I covered the board in a couple of silicone sheets to reduce how fast it cooled down. Slowing down the cooling process also helped with the warping of the board.
Initial Testing
When testing an LED panel for the first time, my procedure is a little different to a regular board such as the driver built for this board. If one or more of the LEDs in a string are shorted beneath the component, or placed in reverse, the entire string might have a forward voltage of just a single LED - even supplying a current limited full voltage is likely to damage that LED while the rest of the LEDs on the board do not light up.
To test the panel, I start out with a lab supply at the forward voltage of a single LED, and the current limit set for the entire parallel set of LEDs. If the voltage on the supply immediately reads 0v or close to, with the full current draw, then there is a direct short on the board. A thermal camera can rapidly identify the location of the short in this case. Luckily, this was not the case for any of the boards I assembled.
After this point, I slowly raise the voltage 0.5v at a time, in a darkened room. If there is an issue with any LEDs in a string, that string will begin to light up before any others. If all the LEDs for that channel light up evenly, and at the same time, they are not only well matched but also defect free.
On my board, I had a string of LEDs on one channel light up earlier than the others, with one LED not lighting up at all. Unfortunately, this LED was mounted backwards - the footprint of the LED meant this shorted the contacts.
Reworking an Aluminum PCB
While assembly and initial reflow has its challenges, reworking an aluminum substrate circuit board is much more challenging. To rework a board, the goal is to only heat up the area you need to rework. Taking the whole board to a reflow point, and holding it there while the board is corrected is less than optimal. All of the molten solder joints will be oxidizing and joint quality can suffer. In addition to this, many components do not like being reflowed multiple times. For example, Samsung does not recommend more than one reflow cycle for the LEDs I’m using. Holding electrolytic capacitors at high temperatures can also rapidly degrade them, and plastic connectors might deform if held at elevated temperatures.
Therefore, we need a way to rework a small section of the board to fix the short circuited LED without excessively heating the entire board. With the aluminum substrate rapidly spreading heat, this isn’t such an easy task.
Similar to the initial reflow, manual control of the temperature with rapidly switching the grill on and off allows the surface to heat evenly and slowly. This allows you to slowly bring the temperature up to a point a hot air rework station can peak the temperature to melt the solder.

You can see the hot air exhaust at the top of the thermal camera shot above, marked at 60.5c. I had to set the temperature of the station to about 400°C (752°F) to allow it to heat up a local area rapidly enough to limit the heat spread. To protect the solder on the LED pad I was reworking, I added a small amount of gel flux around the LED. Unlike liquid flux such as you get from a flux pen, the gel flux is very thick and sticky so it does not burn off quickly, and does not get blown away or run. Gel flux is messy, but for an application like this it is invaluable - so invaluable it made it to my list of must-have electronics prototyping tools!
As there is very little exposed solder, it’s hard to tell when the metal is molten, so I kept prodding the led from the side with my tweezer tips to see if it could move. Once it moved, I was able to quickly remove the LED and drop a new one in with the correct orientation. I likely could have reused the LED without a problem, however the manufacturer does not recommend multiple reflow cycles or reworking an LED, and they are quite cheap.
LED Panel Operation
With the rework complete, and the rest of the panels checked for issues I was finally ready to connect it to the driver board and test it out. The jumper board blends into the panel very nicely, and is barely noticeable. With the LEDs lit, there is no impact on the light from the jumper board despite its close proximity to the several LEDs.

As mentioned in the driver design article, the driver exceeded efficiency expectations, showing the wide traces to be very low resistance.

The insulated metal substrate works incredibly well to pull heat from the LEDs. Up close, the LEDs are showing as barely warmer than the board around them.

With the back of the board on my silicone pyramid mat, giving it very little air flow or conductivity, the temperature is quite consistent across the board. With an ambient temperature of 17.6°C (64°F) the temperature rise of the board once it reaches a steady state is only 17.8°C (64°F).
Would you like to find out more about how Altium can help you with your next PCB design? Talk to an expert at Altium.
About Author
Related Resources
Related Technical Documentation
Design to Release, Without the Friction
- Keep reviews tied to the right version
- Reduce handoff confusion and rework
- Spot sourcing and release risk earlier
- Work solo, share when needed
Get Started
Thank you, you are now subscribed to updates.