









Le rôle de ISU Petasys, une entreprise de fabrication multicouche, dans la réalisation d'une mise en œuvre réussie de PCB







John Stephens, vice-président senior des ventes chez ISU Petasys (prononcé « E-soo »), a construit sa première carte de circuit imprimé en 1974. Comme beaucoup d'entre nous dans l'industrie, il a reçu une éducation pratique en conception de PCB, ainsi qu'en fabrication et assemblage en travaillant dans l'industrie aérospatiale.
Il explique : « J'ai commencé dans l'aérospatiale chez Litton Guidance and Control Systems, où je travaillais dans un laboratoire de développement de processus qui était essentiellement un atelier de prototypage où nous développions de nouvelles technologies et prototypes. Nous enseignions à nos fournisseurs le processus que nous avions développé et, s'il s'agissait d'un nouveau processus, nous construisions les cartes. L'aérospatiale m'a beaucoup appris. Le laboratoire était génial car nous étions une petite équipe et nous réalisions de multiples processus et fonctions. »
« Les gens diront qu'à l'époque, personne ne construisait de cartes complexes, mais en 1976, nous avons construit une carte de 16 couches qui a été intégrée dans un F-16. »
Au cours de ses 40 années de carrière, John a été profondément impliqué dans le processus de fabrication des PCB. Il déclare : « Du laboratoire, je suis passé à la planification des matériaux où je m'occupais de la programmation et de beaucoup de commandes. Ensuite, j'ai eu le travail de faire l'interface avec les fabricants et nos ingénieurs. À l'époque, nous ne travaillions pas avec les données Gerber, nous donnions à nos fabricants des films, mais il y avait beaucoup de problèmes avec cela. Si des erreurs de conception étaient présentes, le film était corrigé mais pas les fichiers. »
« Finalement, nous avons dit à nos fournisseurs que nous voulions utiliser des données électroniques. Nous avions l'habitude de construire des cartes sur de petits panneaux carrés de douze pouces puis nous avons montré à la direction que nous pouvions mettre quatre de ces panneaux sur un panneau de 18x24 et réduire les coûts. »
À ce jour, la taille standard du panneau dans l'industrie est de 18x24.
John a ensuite intégré le groupe qualité et fiabilité et a finalement géré l'ensemble du groupe d'ingénierie de la qualité des fournisseurs, incluant à la fois les cartes et les composants.
"Après Litton, je suis allé chez Ambitech, initialement en tant que directeur de la qualité, puis en tant que directeur du marketing technique et du développement commercial. De là, je suis passé à Merix, puis à mon poste actuel chez ISU en tant que vice-président senior des ventes pour l'Amérique du Nord. Ma position dépasse réellement l'Amérique du Nord car tout le monde est tellement global maintenant. Nos ingénieurs d'application sur le terrain me rapportent, et nous fournissons des entrées au personnel de R&D et technique de l'entreprise. Et, tous nos FAEs ont une expérience pratique en fabrication ou en électricité."
"Tout ce que j'ai fait m'a conduit à ce que je fais aujourd'hui. À chaque poste que j'ai occupé, j'ai appris quelque chose de nouveau. J'ai juste continué à construire sur mon expérience et mon expertise."
ISU Petasys
ISU Petasys a été fondée en 1972 et a son siège à Dalsung-goon Daegu, en Corée du Sud. John explique : « De 1987 à 1997, nous avons doublé la taille de l'usine coréenne en clonant la première usine pour construire la seconde. Du point de vue d'un plan de continuité d'activité, les deux bâtiments sont des images miroir l'un de l'autre, donc si un bâtiment est endommagé d'une manière ou d'une autre, nous pouvons toujours continuer nos opérations dans l'autre. En 2000, nous avons ouvert notre usine en Californie, et en 2013, nous avons acquis Hunan (MFS Technology basé à Changsha, Chine). Hunan fait de la technologie grand public, mais pas au niveau de complexité que nous faisons en Corée et en Californie. En 2015, nous avons construit un troisième bâtiment en Corée pour abriter toutes nos installations de placage de pointe car il n'y avait pas de place physique dans l'Usine 1 ou l'Usine 2.»
Comme mentionné dans d'autres articles, les entreprises de fabrication de PCB peuvent être des méga-corporations avec des centaines de milliers d'employés qui construisent les appareils de consommation dont nous sommes devenus si dépendants.
John dit : « Nous avons environ 500 millions de dollars de revenus, ce qui nous place aux alentours de la 30e position dans l'industrie. Il y a des entreprises gigantesques qui fabriquent des produits à haut volume tels que les produits automobiles, les substrats de conditionnement, la technologie des téléphones cellulaires et la technologie des combinés. »
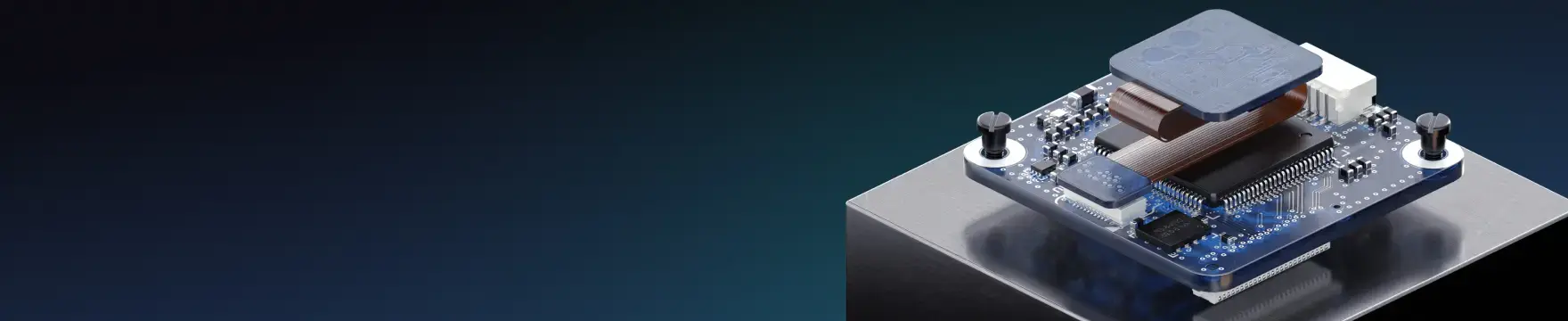
"Ce que nous construisons représente les PCB multicouches les plus complexes fabriqués dans le monde aujourd'hui. Ce sont les produits utilisés dans les infrastructures centrales pour les Telcos, les fournisseurs de services et les centres de données des titans du cloud. Notre force principale est l'espace de commutation et de routage haut de gamme. La figure 1 est une photo de l'un de nos panneaux de commutation de routeur. Je crois qu'aujourd'hui, nous sommes le seul fournisseur qui construit pour les trois principales entreprises de matériel de routage Telco. Nous sommes l'un des plus grands fabricants de multicouches haut de gamme dans le monde. Prismark (Prismark Partners LLC, une société de conseil dans l'industrie électronique basée à Cold Spring Harbor, New York), a réalisé une étude il y a quelques années, et je crois qu'à l'époque nous étions classés numéro deux en termes de revenus pour les PCB ultra haut de gamme. Pour les besoins de cette étude, le haut de gamme était catégorisé comme tout ce qui dépasse 20 couches. La figure 2 est une photo de l'une de nos cartes informatiques haute performance à 36 couches."

"80% de notre activité provient d'Amérique du Nord et d'Europe," continue-t-il. "D'un point de vue ingénierie et client, l'Amérique du Nord et les OEMs nord-américains représentent la majeure partie de notre activité. Nous faisons également beaucoup d'affaires avec les ODMs (fabricants d'appareils d'origine) à Taïwan."

"L'industrie des ODM à Taïwan est très intéressante en ce qui concerne le cloud. Il existe de nombreux produits ODM qui sont encore de technologie inférieure, mais le marché commence vraiment à évoluer rapidement avec des acteurs comme Google, Microsoft, Amazon, Facebook et même IBM. Désormais, de nombreuses entreprises de cloud construisent leurs propres équipes pour concevoir les commutateurs de leurs centres de données."
John note, "Pour les types de produits précédents, la collaboration est devenue beaucoup plus difficile car il y a beaucoup plus d'acteurs impliqués. L'expertise des ODM pour construire un serveur est une chose lorsque Intel vous donne un design de référence. C'est tout à fait différent de construire un commutateur de 100 Gb/s ou 400 Gb/s avec peu ou pas d'expertise en équipement à haute vitesse."
Il continue, "Quand vous regardez notre modèle de produit et services, nous offrons des services allant du prototypage rapide jusqu'à la production de haut volume."
"Indépendamment de l'application d'un circuit imprimé particulier que nous fabriquons, la fiabilité est toujours un facteur crucial. Vous ne pouvez pas avoir un circuit qui fonctionne de temps en temps ou même assez souvent. Il doit fonctionner la première fois et à chaque fois par la suite. Cela est particulièrement vrai pour les pièces critiques telles que les circuits imprimés qui sont construits
pour l'industrie aérospatiale. La figure 3 est une photo de l'un de nos circuits que nous avons construit pour l'avionique commerciale."

Renforcement d'équipe
Comme noté dans plusieurs articles ainsi que dans nos deux livres et nos cours d'un à trois jours, une stratégie de développement de produit PCB réussie est celle où l'approche collaborative est un aspect critique de cette stratégie. De son point de vue, John cite, "Les gars du cloud sont sortis et ont construit de grandes équipes d'ingénierie en embauchant des gens des OEM matériels classiques. Ensuite, ils construisent leur propre produit. Mais c'est toujours une approche collaborative. Notre implication maintenant est un peu plus compliquée et plus importante que jamais. Il y a beaucoup de niveaux d'expérience différents chez les personnes concevant certains produits vraiment compliqués de nos jours."
« Vous créez beaucoup d'opportunités si vous pouvez montrer de la valeur », ajoute-t-il. « Notre approche consiste à fournir des ressources d'ingénierie disponibles qui ajoutent réellement cette valeur. C'est une chose pour un fabricant de dire, ‘hé, je vais construire un empilement, ou je vais recommander un matériau’. Cela n'ajoute pas vraiment beaucoup de valeur. En raison du travail que nous avons réalisé au fil des ans avec les OEM nord-américains, nous avons la capacité de dire, ‘voici ce que nous pouvons faire.’ Nous examinons ce dont l'ingénieur a besoin, où nous devons insister, et où nous devons avertir les gens lorsqu'ils poussent trop fort. Ce n'est pas une compétence facile à développer. »
John continue, «Il y a beaucoup de fabricants, nous y compris jusqu'à un certain point, qui n'ont pas les ressources et l'expertise internes pour faire ce qui précède. Nous continuons à former nos équipes en Corée et en Chine pour être capables de réaliser un empilement, de faire un DFM ou de remettre à quelqu'un un livre qui ajoute cette valeur. Nous éduquons les concepteurs en leur donnant des compromis, en montrant les avantages et les inconvénients, en définissant ce qui est faisable et ce qui ne l'est pas. Notre équipe aux États-Unis oriente notre feuille de route technologique en écoutant nos clients puis en disant ‘voici sur quoi nous devons travailler.’ Notre équipe en Corée est tout à fait capable de développer les processus de PCB et de travailler sur cet aspect de l'équation. La complexité réside dans le fait d'avoir cette proximité avec un client où vous pouvez voir le besoin. Vous ne pouvez pas toujours le prédire, mais vous devez être en avance sur lui. Vous ne pouvez pas le développer quand quelqu'un vous remet un ensemble de données Gerber. Nos clients préfèrent que nous ne fassions pas de R&D sur leurs produits.»
Conception et le Processus de Fabrication du Produit
L'une des mantras que nous répétons continuellement chez Speeding Edge est que plus vous pouvez intégrer d'aspects en aval dans le processus de conception, mieux c'est. Cela implique de s'engager, en temps opportun, avec votre maison de fabrication et d'assemblage ciblée.
Comme le voit John, « La première erreur que font les développeurs de produits est d'attendre trop longtemps avant de s'engager avec nous. Idéalement, un client devrait nous contacter dès qu'il a l'idée qu'il doit construire un PCB. Il n'est jamais trop tôt pour que les gens viennent nous parler. S'ils n'ont pas de schéma, c'est bien. Si je leur demande s'ils savent quelle sera la taille du boîtier et qu'ils disent oui, alors il pourrait être trop tard, car nous avons peut-être manqué une opportunité d'ajouter de la valeur. Ils ont probablement déjà décidé de la taille du PCB. C'est le principal facteur de coût dans le développement du PCB — le matériau brut. Lorsque vous regardez dans un armoire coûteuse pleine d'électroniques, les ASICs sont le premier poste sur le bill de matériel et les coûts, et le PCB ou les optiques sont en deuxième position. »
Il continue, « Tout le monde compte sur nous pour réduire les coûts. De notre point de vue, le premier coût sur notre facture est le stratifié. Plus le nombre de couches est élevé et plus les performances du circuit sont élevées, plus le pourcentage du coût du matériau brut augmente. Comme mentionné précédemment, le panneau standard que nous utilisons mesure 18”x24”. Cela fait 3 pieds carrés. Vous pouvez concevoir une carte de circuit de 12”x12”, ce qui fait 1 pied carré, mais vous ne pouvez mettre qu'une seule de ces cartes de circuit sur ces 3 pieds carrés. Nous considérons cela comme une mauvaise utilisation du matériel. Je dis toujours aux développeurs de produits, ‘vous allez payer pour 100% des cartes que je fabrique, que je vous les envoie ou non.’ “Si mon rendement est de 50%, devinez quoi ? Vous payez bien plus que vous ne le devriez.”
Au fil des ans, ISU a réalisé de nombreux panneaux de tailles personnalisées pour accommoder les produits. Mais tout ne peut pas être de taille personnalisée à cause de la taille de la feuille maîtresse des fabricants de stratifiés. John déclare, « Nous pouvons couper une feuille maîtresse de n’importe quelle manière qu’un client veut, mais s'il y a beaucoup qui tombe par terre, c’est du gaspillage et cela doit quand même être payé. »
Engager un fabricant dès le début du processus de conception ne signifie pas que, une fois cette communication établie, elle nécessite des conversations continues. John explique, « Le problème que les gens ont, c'est qu'ils pensent que nous avons besoin ou que nous voulons beaucoup interagir. Nous avons juste besoin d'avoir une conversation lorsqu'ils ont l'idée du produit. Ensuite, ils peuvent ne pas me parler pendant trois mois. Puis ils me rappellent lorsqu'ils ont terminé la capture schématique. »
« C'est à ce moment-là que nous parlons de la manière dont les connecteurs vont être utilisés, du type de BGA qui a été sélectionné, des empilements de pastilles qui seront nécessaires et du budget de perte global. Nous avons développé des listes de contrôle que les gens utilisent pour identifier les moments où nous devons nous mettre en contact. Je leur demande de nous faire savoir lorsqu'ils vont être à différents stades du projet. »
« C'est ainsi que nous construisons une relation avec le concepteur. Et, notre FAE devient l'homme des réponses. Les clients utilisent le FAE comme une ressource pour poser des questions sur différents types de questions de carte. Nous devenons intégrés dans le processus de développement du produit comme une source de connaissances, mais nous ne sommes pas intrusifs. »
En fin de compte, les clients ne peuvent jamais s'engager trop tôt. Cela s'inscrit dans notre modèle d'affaires qui va du prototype à la production jusqu'au support en fin de vie pour l'ensemble du cycle de vie du produit. Lorsque nous examinons un prototype, si nous fournissons des conseils de conception ou effectuons une DFM, c'est parce que nous devons vivre avec pour toujours. Tout le monde ne soutient pas ce modèle.
Intégré à ce qui précède est la nécessité de faire des arbitrages en termes de coûts. Un PCB est rarement construit en intégrant tous les « souhaits ». C'est un équilibre entre le coût de la conception, les exigences de temps de mise sur le marché pour le produit, et le coût global de développement du produit.
John explique, « Lorsque vous êtes dans la phase de développement d'un produit, vous pouvez pointer du doigt des éléments qui peuvent être modifiés pour aider le processus, mais il y a définitivement des limites en termes de flexibilité d'un cycle de développement de produit donné. L'un des problèmes avec le fait de s'engager tardivement est que le calendrier est toujours roi et qu'il ne peut pas être impacté. Il peut y avoir de nombreuses choses qui influencent le calendrier et elles peuvent être comprimées, mais la porte de fin ne bouge jamais. Si nous devions dire que nous avons besoin de refaire l'agencement d'un PCB, la réponse du client est presque toujours ‘non, ce n'est pas nécessaire.’»
Il arrive un moment dans le processus où le besoin principal est simplement de continuer à avancer. John note, « Nous faisons ce type de compromis tout le temps. Ma réponse est ‘Je comprends. Nous devons le faire, mais nous devons essayer de le changer avant que le design de production soit finalisé. Dans deux versions, nous devons nous assurer que nous documentons les choses que nous devons modifier pour améliorer la fabricabilité, les rendements et la qualité, mais l'impédance ne peut pas augmenter.’ Quel que soit le problème qui doit être abordé, il doit être mis sur la table avant qu'il ne soit trop tard. Nous avons traversé toute la qualification du système, et je peux vous dire qu'à ce moment-là, rien ne changera sur ce produit, sauf quand il arrivera en fin de vie et qu'il ne devra plus être fabriqué. »
« C'est là que certains problèmes surviennent dans les technologies inférieures et parfois même dans les technologies supérieures. Les clients ont procédé d'une certaine manière pendant longtemps. Et, leurs contraintes sont leurs contraintes, et nous devons juste trouver une solution. Mais, ce type d'approche est coûteux. »
«Je pense que cela fait vraiment partie de la chose [l'engagement précoce] qui s'est récemment un peu perdue. Avec le cloud et les ODM qui se lancent dans des technologies qu'ils n'ont jamais vues auparavant, cela devient un problème plus important. L'engagement précoce est crucial. Si un client rend la construction difficile, nous devons facturer plus cher pour la construire», dit-il, «tous les circuits imprimés à 28 couches ne sont pas créés égaux».
«C'est pourquoi il nous incombe de nous assurer que nous pouvons établir un bon arrangement commercial. Que nous pouvons avoir un bon partenariat et que cela va fonctionner. Si vous demandiez l'avis de nos principaux clients, ils vous diraient que notre capacité à travailler avec l'équipe de conception, ainsi que la qualité du produit qui sort en fin de processus, est notre première valeur pour eux. Nous ne serons pas toujours le moins cher, mais nous sommes compétitifs.»
Défis, Tendances et Nouvelles Innovations
Défis
De manière similaire à ce que Tarun Amla d'ITEQ a noté comme défis avec l'empilement des cartes du côté du stratifié de l'entreprise, ISU fait face à des choses similaires du côté de la fabrication.
John explique, « Les développeurs de produits affirmeront qu'ils ont conçu un produit selon une norme IPC. Peut-être l'ont-ils fait, mais il est aussi possible qu'ils ne l'aient pas fait. Nous rencontrons également des cas où ils diront "oh, nous avons essayé de le faire de cette manière mais nous avons rencontré ce problème donc nous l'avons fait de cette façon." »
Il continue, « Nous sommes confrontés au même problème que celui auquel nous étions confrontés il y a 40 ans. Les gens regardent les choses sur un ordinateur et cela semble parfait. Mais ces choses bougent dans le monde réel. Ce n'est pas fixe. Nous construisons toujours des cartes avec du tissu qui bouge. Nous avons juste ajouté plus de couches et plus de complexité. Les empilements se sont améliorés mais les gens sont toujours confrontés à des défis contradictoires. Par exemple, les fabricants de composants vont créer un design de référence que tout le monde est censé suivre. Parfois, ces designs de référence font fonctionner les puces mieux mais ils ne rendent pas les cartes électroniques plus faciles [à concevoir ou à fabriquer]. C'est un intérêt concurrentiel. »
« Nous construisons également des cartes de test pour les fabricants de semi-conducteurs. La figure 4 est la photo de l'une de ces cartes. Cela aide des deux côtés de l'équation. Nous apprenons des fournisseurs de semi-conducteurs et ils apprennent de nous. »

Cela est également vrai pour les entreprises qui conçoivent des connecteurs. « Nous construisons des cartes de test pour une entreprise de connecteurs », note John. « Ensuite, nos clients utilisent ces mêmes connecteurs, et le fabricant de connecteurs
dira ‘eh bien, vous avez construit les cartes de test, il ne devrait donc y avoir aucun problème.’ Nous essayons d'expliquer à ces clients ainsi qu'à l'entreprise de connecteurs, que la carte de test fait 80 mils d'épaisseur, mais que la carte sur laquelle vous allez l'utiliser est deux fois plus épaisse. Il y a beaucoup de facteurs, tels que les anomalies de placage, que les gens ne reconnaissent pas. »
Comme cela a été mentionné dans de nombreux articles, la complexité et la fonctionnalité des produits électroniques d'aujourd'hui, en particulier ceux qui se situent dans le haut du spectre de performance, ajoutent continuellement aux défis que nous rencontrons dans de nombreux produits conçus et construits de nos jours.
Comme le note John, « Ce que vous pouviez faire avec une carte de 12 couches de 062, vous ne pouvez pas le faire avec une carte épaisse de 160 mils et de 36 couches. Ce qui se passait dans les générations de produits précédentes se produit toujours, mais pas tout. C'est là que l'expertise entre en jeu. Par exemple, les empilements posent toujours problème. Les développeurs de produits veulent savoir jusqu'à quelle petite taille de trou nous pouvons percer, ou quel ratio d'aspect élevé nous pouvons plaquer. Ils diront qu'ils veulent un trou de 8 mils. Quand nous demandons si c'est la taille du trou percé ou la taille du trou fini, ils ne savent pas ce que nous entendons par le diamètre intérieur du trou par rapport au diamètre extérieur du trou. Dans les produits à haute vitesse, cela, avec les capacitances et les dégagements, devient super critique.
Il continue, « Nous recevons également des cartes avec des budgets de registration extrêmement serrés. L'empilement est l'une des choses intégrales pour nous aider à obtenir une meilleure registration. En fait, il conduit la registration. »
En outre, les gens veulent connaître nos capacités et ils veulent voir notre feuille de route technologique. J'explique, « Je préfère ne pas vous montrer cela car il y a une chance que vous l'utilisiez mal. » Nous avons nos capacités avancées, et s'ils choisissent chaque élément de la colonne qui dit « avancé », nous ne pourrons probablement pas le construire. Ce serait comme se tenir sur un pied puis faire un salto arrière. Je peux faire un salto arrière, je ne peux juste pas faire toutes les combinaisons avec le salto arrière.
Vous pouvez obtenir des éléments de conception concurrents où les gens pensent qu'ils ont utilisé un élément auparavant donc ils devraient pouvoir l'utiliser tout le temps. Ils ne comprennent pas nécessairement l'interaction ou la complexité de ces éléments. À mesure que les choses évoluent avec la complexité, les gens ont du mal lorsqu'ils essaient d'incorporer plus d'ensembles de fonctionnalités d'éléments de fabrication. Dans cette situation, nous aimons pouvoir avoir des discussions sur ce qui est possible, et ce que nous devons faire avec une conception pour permettre au client d'incorporer cette fonctionnalité dont il a besoin pour minimiser le risque.
Tendances
Comme nous l'avons noté dans des blogs précédents qui ont été publiés, aujourd'hui, les conceptions complexes, à haute vitesse, à haute fréquence, à faible perte sont les principales tendances des produits de l'industrie qui impactent le processus de conception.
John explique, « Le plus grand défi est la perte de transmission associée aux fréquences plus élevées auxquelles nous fonctionnons actuellement. Et, nous devons aborder tout ce qui impacte la perte de transmission, y compris les matériaux de meilleure performance et le verre utilisé dans ces matériaux. Dans certains cas, les gens s'éloignent du verre et passent à un autre milieu qui montre du potentiel. De plus, nous devons examiner la rugosité du cuivre. Ce n'est pas juste ce que le fabricant de stratifiés peut appliquer sur la carte, mais ce que nous, le fabricant, faisons avec ce cuivre. L'oxyde ne fonctionne pas à haute fréquence car il rend les choses trop rugueuses. Même l'oxyde d'ISU — qui est vraiment lisse — n'est pas assez lisse donc nous devons regarder d'autres chimies qui sont de nature non gravante. Au fil des ans, nous avons rendu le cuivre rugueux pour faire en sorte que les choses restent ensemble lorsqu'elles sont mises dans les fours de refusion. Vous avez cette énorme pièce de cuivre lisse, et pour lier le matériau stratifié à celui-ci, vous devez le rendre rugueux. »
« En raison de la perte de retour sur les signaux et le plan, le cuivre ne peut plus être rugueux. Nous utilisons donc désormais des chimies très similaires à celles qu'un fabricant de stratifiés utilise pour revêtir le verre, ou qui sont utilisées pour traiter le feuillard afin que la résine y adhère. Il en va de même pour le cuivre. Vous devez appliquer un traitement sur le dessus pour le rendre compatible. Cela diffère grandement de ce que nous avons fait par le passé et c'est une tendance actuelle. »
John continue, « Les cartes deviennent plus épaisses, les vias s'allongent, et ils ne fonctionnent pas car il y a juste d'horribles obstructions visuelles donc ils doivent être réusinés. Sur un produit que nous avons fabriqué il y a un an, vous pourriez avoir un débord de 12 mils. Sur le produit que nous fabriquons pour la prochaine génération de produits à 56 Gb/s et 112 Gb/s, 6 mils est le débord maximal. Être capable de percer avec ce niveau de précision sur une carte vraiment épaisse de manière constante avec la technologie conventionnelle est impossible. »
En raison de ce qui précède, ISU a dû développer un nouveau processus afin de pouvoir percer jusqu'à un éclat de 6 mils et le faire de manière répétée. John explique, « C'est un éclat de 4 +/- 2, c'est profond et c'est incroyable ce que les ingénieurs de processus ont réussi à faire. Cela, associé à un rapport d'aspect élevé, [est] à l'origine des tendances. 20:1 avec un foret de 0,2 mm est monnaie courante dans les architectures de réseautage haut de gamme d'aujourd'hui. »
ISU a également travaillé avec les fabricants d'équipements de forage pour améliorer leurs processus de fabrication. John dit, « Les fabricants avaient de très bonnes idées et de bonnes techniques, mais le logiciel était limité, donc cela a pris du temps. Nos propres ingénieurs ont dû s'impliquer. Nous devions améliorer notre contrôle de la planéité, mais en même temps, nous devions développer une capacité de détection de couche interne. Il y a maintenant des équipements capables de faire cela mais nous avons encore du travail à faire de notre côté. »
ISU travaille également avec les fournisseurs de stratifiés et ses propres clients pour développer de nouveaux matériaux et les tester à travers la fiabilité mécanique thermique et l'intégrité du signal (SI). « Nous collaborons avec les fabricants de produits chimiques sur le cuivre lisse », note John. « Idéalement, cette chimie serait compatible avec tous les systèmes de résine, mais ce n'est pas possible. Personne ne propose de solution universelle sans gravure compatible avec tous les matériaux de stratifié de chaque fabricant. »
Les tendances en matière d'épaisseur de carte et de taille de paquet orientent la plupart des développements réalisés par ISU ces derniers temps. « Nous cherchons toujours à améliorer notre capacité de processus autour de l'évolution de la technologie des PCB », ajoute-t-il. « Il y a des choses qui sont plus innovantes, et nous devons être capables de voir ces choses venir. Certaines de ces choses nous ont pris quatre ans à développer. Si quelqu'un m'avait dit auparavant que j'avais besoin d'un stub de 6 mils, je lui aurais dit qu'il était fou. »
Nouvelles Innovations
Au cours des deux à cinq prochaines années, un certain nombre d'évolutions auront lieu. John déclare : « Dans les PCB multicouches, nous traitons actuellement des lignes de transmission, mais la densité va être notre prochain grand défi, en particulier, la densité des BGA. Pensez à toutes les petites pièces qui entrent dans la composition des produits—comme les téléphones portables. »
Du côté des produits de réseau haut de gamme, les composants ne cessent de s'agrandir. « Sur les puces de commutation qui sont construites, chaque composant est plus grand en taille », note John. « Je pense que nous approchons d'un point où nous allons voir un changement de densité dans le grand format vers un pas beaucoup plus serré, ce qui va augmenter la densité des entrées/sorties. La manière dont nous construisons un PCB aujourd'hui ne va plus fonctionner. Je ne sais pas si cela prendra deux ou cinq ans, mais c'est dans cette fenêtre de temps. Nous allons voir un changement sur certains produits haut de gamme qui vont vraiment nécessiter de nouveaux procédés de fabrication—des techniques et approches que nous n'utilisons pas aujourd'hui. Elles sont utilisées dans une certaine mesure sur certains produits tels que les téléphones portables. Mais les choses que vous faites sur un téléphone portable, vous ne pouvez pas les faire sur une carte de réseau. Nous allons devoir développer une combinaison de technologies utilisées dans diverses industries, et trouver comment fabriquer une carte de 40 couches à partir de cela. C'est pourquoi je pense que la densité va piloter le prochain ensemble d'exigences.
L'impact du COVID-19
Comme dans de nombreux autres secteurs de fabrication, l'effet complet et à long terme de la COVID-19 sur l'industrie des PCB reste à voir.
John explique, « Je pense que l'industrie et les personnes qui en font partie ont fait un travail vraiment remarquable en étant capables de se soutenir mutuellement. Comme ISU est basé en Corée du Sud, nous avons ressenti un impact potentiel. Il y avait des visiteurs venus de Wuhan qui ont voyagé à Daegu pour un événement, et des personnes ont été infectées, et cela s'est répandu très rapidement au sein de ce groupe. Notre usine est située juste à l'extérieur de Daegu. Mais la Corée a adopté une approche vraiment proactive en termes de dépistage. Ils ont pu tester et catégoriser les personnes très rapidement. Au début, nous étions inquiets que, lorsque l'épidémie s'est produite en Corée, nous devrions fermer pendant un moment. Mais nous avons mis en œuvre les protocoles similaires à ceux recommandés par le CDC et même plus, et nous avons réussi. »
« Pour nous, l'impact a été davantage lié à ce que nous devons faire pour maintenir nos opérations. Mais nous n'avons pas impacté nos clients. Notre chaîne d'approvisionnement a connu des interruptions, donc notre productivité a été réduite pendant un moment alors que nous devions nettoyer les choses tous les jours et apprendre à vivre dans un monde COVID-19. Le plus gros impact a été sur la logistique. Les gens ne prennent plus l'avion pour voyager autour du monde. Ces mêmes avions transportaient tout ce dont nous avons besoin pour construire des choses. Étant en Corée, la plupart de nos fournitures sont acheminées par avion. En conséquence, nous avons dû passer aux expéditions maritimes, ce qui prolonge nos délais de livraison. Chaque pays d'où nous recevons des produits a connu une phase de fermeture ou de pénurie après l'autre. »
« Nos clients veulent que nous expédiions par fret aérien. Mais nous ne pouvons pas le faire car il n'y a pas d'avions disponibles et le temps d'attente est passé à trois jours. Avec un tel retard, autant mettre le produit sur un bateau. De plus, les frais de fret aérien ont augmenté de 3 ou 4 fois. »
L'aspect de l'accumulation joue également un rôle dans l'environnement actuel de développement de produits. « Certains très grands OEM ont acheté des capacités et accéléré la livraison des fournitures pour essayer d'atténuer l'impact », cite John. « Cela crée un effet d'onde. Je m'inquiète de la répercussion du COVID-19 car ils ont stocké des choses et créé certaines irrégularités dans la chaîne d'approvisionnement. »
« Nous avons accéléré la livraison de nombreux produits en raison du COVID pour combler le vide laissé par certains fournisseurs chinois. En même temps, nos clients essaient de prendre les devants face au problème car ils ont vu l'impact du COVID alors qu'il se déplaçait initialement de la Chine vers l'Italie, puis maintenant vers la Malaisie, la Thaïlande et d'autres pays. Deux mois après l'apparition du COVID en Chine, la Malaisie a été touchée et, pendant un moment, nous n'avons pas pu obtenir le feuillard de cuivre qui venait de Malaisie. Le gouvernement a tout fermé. »
« Nous avons des difficultés à obtenir différents produits provenant de différentes parties du monde. Ce sont le genre de problèmes résultant du COVID qui vont au-delà des opérations directes en usine. Nous avons de la chance car nous sommes classés comme une entreprise d'infrastructure essentielle. Dans notre usine en Californie, nous avons mis en œuvre la même chose qu'en Corée du Sud : le scan thermique des personnes pour leur température ; le port du masque et des gants par tous, ou le lavage des mains et le maintien de la distanciation sociale au sein du lieu de travail. Les personnes ayant des emplois de bureau travaillent depuis leur domicile. Notre principal objectif a été de maintenir nos efforts de support client. Nous avons des réunions de statut constantes pour informer nos clients de la situation. »
« L'élément clé est que personne ne lève le pied de l'accélérateur. Pensez à l'impact de l'infrastructure sur le réseau de communication avec tout le monde travaillant à distance. Nous ne sommes pas câblés pour avoir tout le monde travaillant depuis la maison. Pensez à toutes les réunions se déroulant sur Internet. Cisco a rapporté que Webex n'a jamais été aussi sollicité. »
Et, comme l'ont noté toutes les agences de presse, l'impact du COVID dépasse le cadre du lieu de travail. John déclare : « Vous avez près de 50 millions d'élèves qui ne vont pas en classe. On estime qu'un tiers des élèves n'ont tout simplement pas les moyens pour l'apprentissage à domicile. Cela ne peut pas être proposé aux 2/3 des personnes et désavantager l'autre tiers. »
En conséquence, certains aspects de l'industrie connaissent un niveau de croissance élevé. « Google Classroom est un produit vraiment important, tout comme le besoin de Chromebooks », explique John. « Et, tous nos grands clients du réseau avancent, tout comme les entreprises de cloud. Ils avancent à un rythme plus rapide, car une nouvelle réalité est créée à la suite du COVID. Et, avec certaines personnes déjà peu enthousiastes à propos de l'éducation publique, nous pourrions finir par avoir plus d'apprentissage à distance et d'enfants instruits à la maison. Les produits associés à cela vont devenir plus complexes, et nous allons devenir plus dépendants d'eux. Le paradigme change, et il sera intéressant de voir ce qui va se passer ensuite. »
Résumé
L'interface entre la conception et le processus de fabrication est à plusieurs niveaux et touche un certain nombre de techniques de développement de produit, depuis le pré-schéma jusqu'à la livraison finale du produit. Exploiter cette interface à toutes les phases du processus de développement de produit garantit qu'un produit fonctionnera aussi bien en tant que prototype qu'en tant que produit fini jusqu'à la fin de sa vie. Avec la complexité des conceptions d'aujourd'hui et les exigences imposées au PCB, il est impératif que la relation entre la conception et la fabrication soit mise en place dès le départ.
Voulez-vous en savoir plus sur comment Altium peut vous aider avec votre prochain design de PCB ? Parlez à un expert chez Altium ou continuez à découvrir d'autres astuces de conception d'un fabricant expérimenté.
A propos de l'auteur
Ressources associées
Table des matières
De la conception à la mise sur le marché, sans friction
- Gardez les revues liées à la bonne version
- Réduisez la confusion lors des transferts et les retouches
- Repérez plus tôt les risques liés à l’approvisionnement et à la mise en production
- Travaillez seul, partagez lorsque nécessaire
Commencer
Thank you, you are now subscribed to updates.