







Rola ISU Petasys, firmy produkującej wielowarstwowe płytki drukowane, w realizacji udanej implementacji PCB







John Stephens, starszy wiceprezes ds. sprzedaży w ISU Petasys (wymawiane „E-soo”), zbudował swoją pierwszą płytę drukowaną w 1974 roku. Podobnie jak wielu innych z nas w branży, zdobył bezpośrednie wykształcenie w zakresie projektowania PCB oraz produkcji i montażu, pracując w przemyśle lotniczym.
Wyjaśnia: „Zacząłem w przemyśle lotniczym w Litton Guidance and Control Systems, gdzie pracowałem w laboratorium rozwoju procesów, które było w zasadzie warsztatem prototypowym, gdzie rozwijaliśmy nowe technologie i prototypy. Uczymy naszych dostawców procesu, który opracowaliśmy i, jeśli był to nowy proces, budowaliśmy płyty. Przemysł lotniczy nauczył mnie wiele. Laboratorium było świetne, ponieważ byliśmy małym zespołem i realizowaliśmy wiele procesów i funkcji pracy.”
„Ludzie będą mówić, że nikt wtedy nie budował skomplikowanych płyt, ale w 1976 roku zbudowaliśmy 16-warstwową płytę, która trafiła do F-16.
Przez swoją 40-letnią karierę, John był głęboko zanurzony w procesie produkcji PCB. Stwierdza: „Z laboratorium przeszedłem do planowania materiałów, gdzie zajmowałem się harmonogramowaniem i dużą ilością zamówień. Następnie miałem pracę polegającą na interakcji z producentami i naszymi inżynierami. Wtedy nie pracowaliśmy z danymi Gerber, dawaliśmy naszym producentom filmy, ale było z tym wiele problemów. Jeśli były błędy projektowe, film był poprawiany, ale pliki nie.”
„Ostatecznie powiedzieliśmy naszym dostawcom, że chcemy używać danych elektronicznych. Budowaliśmy płytki na małych panelach o wymiarach dwunastu cali kwadratowych, a potem pokazaliśmy zarządzaniu, że możemy umieścić cztery z tych na panelu 18x24 i zmniejszyć koszty.”
Do dziś standardowy rozmiar panelu w branży to 18x24.
John przeszedł do grupy jakości i niezawodności, a ostatecznie zarządzał całą grupą inżynierii jakości dostawców, która obejmowała zarówno płytki, jak i komponenty.
„Po pracy w Litton przeszedłem do Ambitech, początkowo jako dyrektor ds. jakości, a następnie jako dyrektor ds. technicznego marketingu i rozwoju biznesu. Stamtąd przeszedłem do Merix, a następnie do mojej obecnej pozycji w ISU jako starszy wiceprezes ds. sprzedaży w Ameryce Północnej. Moja pozycja w rzeczywistości wykracza poza Amerykę Północną, ponieważ obecnie wszystko jest tak globalne. Nasi inżynierowie ds. aplikacji terenowych podlegają mi, i dostarczamy wkład do działu B+R i personelu technicznego firmy. I wszyscy nasi FAE mają praktyczne doświadczenie w produkcji lub w dziedzinie elektryki.”
„Wszystko, co robiłem, doprowadziło mnie do tego, co robię dzisiaj. Na każdym zajmowanym stanowisku uczyłem się czegoś nowego. Po prostu ciągle budowałem na moim doświadczeniu i ekspertyzie.”
ISU Petasys
ISU Petasys zostało założone w 1972 roku i ma swoją siedzibę w Dalsung-goon Daegu, w Korei Południowej. John wyjaśnia: „Od 1987 do 1997 roku podwoiliśmy rozmiar koreańskiej fabryki, klonując pierwszą fabrykę, aby zbudować drugą. Z punktu widzenia planu ciągłości działania, oba budynki są lustrzanymi odbiciami siebie, więc jeśli jeden budynek zostanie uszkodzony w jakiś sposób, możemy kontynuować naszą działalność w drugim. W 2000 roku otworzyliśmy naszą fabrykę w Kalifornii, a w 2013 roku przejęliśmy Hunan (MFS Technology z siedzibą w Changsha, Chiny). Hunan zajmuje się technologią głównego nurtu, ale nie na takim poziomie złożoności, jak my w Korei i Kalifornii. W 2015 roku zbudowaliśmy trzeci budynek w Korei, aby pomieścić wszystkie nasze najnowocześniejsze zakłady galwanizacji, ponieważ nie było fizycznie miejsca w Fabryce 1 ani Fabryce 2.”
Jak zauważono w innych artykułach, firmy produkujące PCB mogą być megakorporacjami z setkami tysięcy pracowników, którzy budują urządzenia konsumenckie, od których tak bardzo zależymy.
John mówi: „Mamy około 500 milionów dolarów przychodów, co plasuje nas na około 30. miejscu w branży. Istnieją gigantyczne firmy, które produkują produkty wysokiego wolumenu, takie jak produkty motoryzacyjne, substraty opakowaniowe, technologię telefonów komórkowych i technologię handset.”
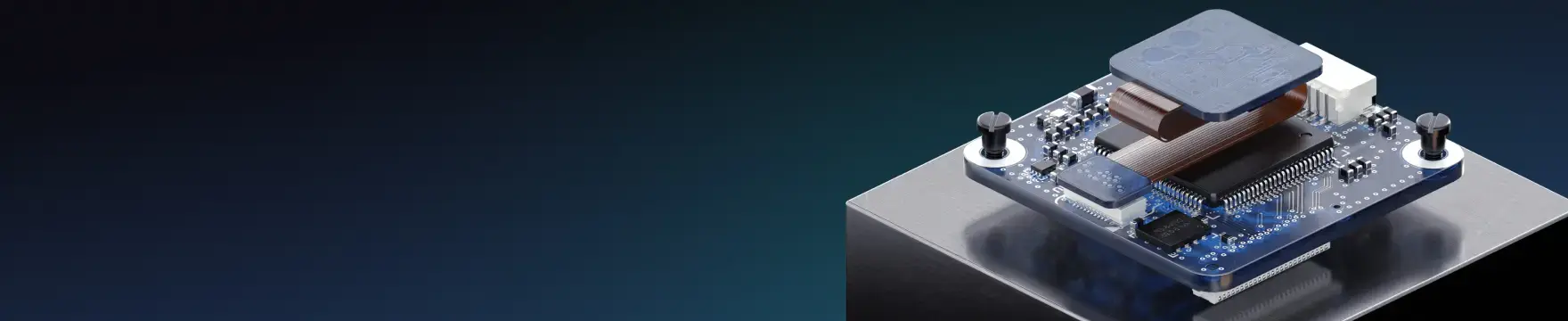
"To, co budujemy, reprezentuje najbardziej skomplikowane wielowarstwowe PCB produkowane na świecie dzisiaj. Są to produkty używane w kluczowych infrastrukturach dla telekomów, dostawców usług oraz centrów danych gigantów chmury. Naszą główną siłą jest zaawansowana przestrzeń przełączania i routingu. Rysunek 1 przedstawia zdjęcie jednej z naszych płyt przełączników routerów. Wierzę, że dzisiaj jesteśmy jedynym dostawcą, który buduje dla wszystkich trzech głównych firm zajmujących się sprzętem do routingu telekomunikacyjnego. Jesteśmy jednym z największych na świecie producentów wielowarstwowych PCB wysokiej klasy. Prismark (Prismark Partners LLC, firma doradcza z branży elektronicznej z siedzibą w Cold Spring Harbor, Nowy Jork) przeprowadziła kilka lat temu badanie, i wierzę, że w tamtym czasie byliśmy oceniani na drugim miejscu pod względem przychodów z PCB ultra wysokiej klasy. Dla celów tego badania, wysoka klasa była kategoryzowana jako wszystko powyżej 20 warstw. Rysunek 2 to zdjęcie jednej z naszych płyt do obliczeń wysokiej wydajności o 36 warstwach.”

"80% naszego biznesu pochodzi z Ameryki Północnej i Europy," kontynuuje. "Z perspektywy inżynieryjnej i klienta, Ameryka Północna i OEM-y (oryginalni producenci sprzętu) z Ameryki Północnej stanowią większość naszego biznesu. Prowadzimy również dużo interesów z ODM-ami (oryginalnymi producentami urządzeń) na Tajwanie.”

Przemysł ODM na Tajwanie jest bardzo interesujący, jeśli chodzi o chmurę. Istnieje wiele produktów ODM, które nadal są technologią niższego poziomu, ale rynek naprawdę zaczyna szybko ewoluować dzięki takim firmom jak Google, Microsoft, Amazon, Facebook, a nawet IBM. Teraz wiele firm zajmujących się chmurą buduje własne zespoły do projektowania przełączników dla swoich centrów danych.
John zauważa, „W przypadku wspomnianych typów produktów współpraca stała się znacznie trudniejsza, ponieważ zaangażowanych jest znacznie więcej podmiotów. Ekspertyza ODM-ów w budowaniu serwerów to jedno, gdy Intel dostarcza ci projekt referencyjny. To zupełnie co innego zbudować przełącznik 100 Gb/s lub 400 Gb/s bez większego doświadczenia w sprzęcie wysokiej prędkości.”
Kontynuuje, „Kiedy spojrzysz na nasz model produktów i usług, oferujemy usługi od szybkiego prototypowania aż po produkcję na dużą skalę.”
Bez względu na zastosowanie konkretnej płytki, którą produkujemy, niezawodność jest zawsze kluczowym czynnikiem. Nie można mieć płytki, która działa od czasu do czasu lub nawet dość często. Musi działać za pierwszym razem i za każdym kolejnym. Jest to szczególnie prawdziwe w przypadku części krytycznych dla misji, takich jak płytki produkowane
dla przemysłu lotniczego. Rysunek 3 przedstawia zdjęcie jednej z naszych płytek, którą zbudowaliśmy dla komercyjnej awioniki.

Budowanie zespołu
Jak zauważono w kilku artykułach, jak również w naszych dwóch książkach i kursach trwających od jednego do trzech dni, udana strategia rozwoju produktu PCB to taka, w której podejście kolaboracyjne jest kluczowym aspektem tej strategii. Z jego perspektywy, John stwierdza: „Chłopaki z chmury wyszli i zbudowali duże zespoły inżynieryjne, zatrudniając ludzi z klasycznych OEM-ów sprzętu. Następnie budują swój własny produkt. Ale to nadal jest podejście kolaboracyjne. Nasze zaangażowanie teraz jest trochę bardziej skomplikowane i ważniejsze niż kiedykolwiek. Jest wiele różnych poziomów doświadczenia wśród osób projektujących obecnie naprawdę skomplikowane produkty”.
„Tworzenie wielu możliwości jest możliwe, jeśli potrafisz pokazać wartość,” dodaje. „Nasze podejście polega na dostarczaniu dostępnych zasobów inżynieryjnych, które naprawdę dodają wartości. To jedno, gdy producent mówi: ‚hej, zbuduję stackup, albo polecam materiał’. To nie dodaje zbyt wiele wartości. Dzięki pracy, którą wykonaliśmy przez lata z OEM-ami z Ameryki Północnej, mamy możliwość powiedzenia: ‚to jest to, co możemy zrobić’. Patrzymy na to, czego inżynier potrzebuje, gdzie musimy naciskać, i gdzie musimy ostrzegać ludzi, że zbyt mocno pchają. To nie jest łatwa umiejętność do rozwoju.”
John kontynuuje, „Jest wielu producentów, my również do pewnego stopnia, którzy nie posiadają wewnętrznych zasobów i ekspertyzy, aby wykonać wcześniej wspomniane zadania. Kontynuujemy szkolenie naszych zespołów w Korei i Chinach, aby byli w stanie wykonać stackup, przeprowadzić DFM lub wręczyć komuś książkę, która dodaje tę wartość. Edukujemy projektantów, dając im alternatywy, pokazując zalety i wady, definiując co jest wykonalne, a co nie. Nasz zespół w USA kieruje naszą drogą technologiczną, słuchając naszych klientów, a następnie mówiąc ‘to jest to, nad czym musimy pracować’. Nasz zespół w Korei jest całkiem zdolny do rozwijania procesów PCB i pracy nad tą stroną równania. Złożoność pojawia się, gdy masz tę bliskość z klientem, gdzie możesz zobaczyć potrzebę. Nie zawsze możesz to przewidzieć, ale musisz być przed tym. Nie możesz tego rozwijać, gdy ktoś wręcza ci zestaw danych Gerber. Nasi klienci wolą, abyśmy nie prowadzili R&D nad ich produktami.”
Projektowanie i proces produkcji produktu
Jednym z mantr, które ciągle powtarzamy w Speeding Edge, jest to, że im większą liczbę aspektów związanych z dalszymi etapami można uwzględnić w procesie projektowania, tym lepiej. Obejmuje to terminowe angażowanie się z wybraną fabryką i zakładem montażowym.
Jak widzi to John, „Numer jeden błędem, który popełniają twórcy produktów, jest zbyt długie czekanie, zanim nawiążą z nami kontakt. Idealnie, klient powinien się do nas zgłosić, kiedy ma pomysł, że potrzebuje zbudować PCB. Nigdy nie jest za wcześnie, aby ludzie przyszli z nami porozmawiać. Jeśli nie mają jeszcze schematu, to dobrze. Jeśli zapytam ich, czy wiedzą, jak duże będzie pudełko i powiedzą tak, to może być już za późno, ponieważ mogliśmy stracić okazję, aby dodać wartość. Prawdopodobnie już zdecydowali o rozmiarze PCB. To jest numer jeden czynnik wpływający na koszty rozwoju PCB – surowiec. Kiedy patrzysz do drogiej szafy pełnej elektroniki, ASIC są numerem jeden na liście materiałów i kosztów, a PCB lub optyka są numerem dwa.”
Kontynuuje, "Wszyscy oczekują od nas oszczędności kosztów. Z naszej perspektywy, numer jeden na naszej liście kosztów to laminat. Im wyższa liczba warstw i wyższa wydajność obwodu, tym większy procent kosztów stanowi surowiec. Jak wspomniano wcześniej, standardowa płyta, której używamy, ma 18"x24". To 3 stopy kwadratowe. Możesz zaprojektować płytkę obwodu 12"x12", która ma 1 stopę kwadratową, ale na tych 3 stopach kwadratowych możesz umieścić tylko jedną taką płytkę. Uważamy to za słabe wykorzystanie materiału. Zawsze mówię deweloperom produktów, 'zapłacicie za 100% płyt, które wyprodukuję, niezależnie od tego, czy je do was wyślę, czy nie.' "Jeśli moja wydajność wynosi 50%, zgadnij co? Płacicie znacznie więcej, niż powinniście."
Na przestrzeni lat, ISU wykonało wiele paneli o niestandardowych rozmiarach, aby pomieścić produkty. Ale nie wszystko może być niestandardowe ze względu na rozmiar arkusza matrycowego producentów laminatów. John stwierdza, "Możemy ciąć arkusz matrycowy w dowolny sposób, jakiego klient sobie życzy, ale jeśli sporo odpadów spadnie na podłogę, to marnotrawstwo i i tak trzeba za to zapłacić."
Nawiązanie współpracy z producentem na wczesnym etapie procesu projektowania nie oznacza, że po nawiązaniu komunikacji wymaga to ciągłych rozmów. John wyjaśnia: „Problem, jaki ludzie mają, polega na tym, że myślą, iż potrzebujemy lub chcemy dużo rozmawiać. Wystarczy, że porozmawiamy, gdy mają pomysł na produkt. Potem mogą nie rozmawiać ze mną przez trzy miesiące. Następnie dzwonią do mnie, gdy mają gotowy schemat połączeń.”
„To w tym momencie rozmawiamy o tym, jak będą używane złącza, jaki typ BGA został wybrany, jakie stosy padów będą wymagane i jaki jest ogólny budżet strat. Opracowaliśmy listy kontrolne, których ludzie używają, aby zidentyfikować momenty, kiedy musimy się skontaktować. Proszę ich, aby dali nam znać, kiedy będą na różnych etapach projektu.”
„Tak budujemy relację z projektantem. A nasz FAE staje się osobą, która odpowiada na pytania. Klienci używają FAE jako zasobu, aby pytać o różne rodzaje pytań dotyczących płytek. Stajemy się zintegrowani z procesem rozwoju produktu jako źródło wiedzy, ale nie jesteśmy nachalni.”
„Podsumowując, klienci nigdy nie mogą zaangażować się zbyt wcześnie. To wpisuje się w nasz model biznesowy, który obejmuje prototypowanie, produkcję aż po wsparcie na etapie końca życia produktu przez cały cykl życia produktu. Kiedy patrzymy na prototyp, jeśli oferujemy wskazówki projektowe lub wykonujemy DFM, to dlatego, że musimy żyć z tym na zawsze. Nie każdy wspiera ten model.”
Wpleciona w to wszystko jest potrzeba dokonywania kompromisów kosztowych. Rzadko kiedy buduje się PCB, które ma wszystko, czego „chcemy”. To balans między kosztem projektu, wymaganiami czasu wprowadzenia produktu na rynek oraz ogólnym kosztem rozwoju produktu.
John wyjaśnia: „Kiedy jesteś na etapie rozwoju produktu, możesz wskazać rzeczy, które można zmienić, aby pomóc w procesie, ale zdecydowanie istnieją ograniczenia pod względem elastyczności danego cyklu rozwoju produktu. Jednym z problemów z późnym zaangażowaniem jest to, że harmonogram zawsze jest najważniejszy i nie może być naruszony. Wiele rzeczy może wpłynąć na harmonogram i mogą być skompresowane, ale końcowy termin nigdy się nie przesuwa. Gdybyśmy mieli powiedzieć, że musimy ponownie rozplanować PCB, odpowiedź klienta prawie zawsze brzmi „nie, nie musimy”.”
Nadchodzi moment w procesie, kiedy najważniejsze jest po prostu kontynuowanie pracy. John zauważa: „Cały czas dokonujemy tego typu kompromisów. Moja odpowiedź brzmi: ‘Rozumiem. Musimy to zrobić, ale musimy spróbować to zmienić przed wydaniem projektu produkcyjnego. Za dwa obroty musimy upewnić się, że dokumentujemy rzeczy, które musimy zmodyfikować, aby poprawić możliwości produkcyjne, wydajność i jakość, ale impedancja nie może wzrosnąć.’ Cokolwiek jest tym, co musi zostać zaadresowane, musi zostać wyłożone na stół, zanim będzie za późno. Przeszliśmy przez pełną kwalifikację systemu i mogę powiedzieć, że w tym momencie nic się już nie zmieni w tym produkcie, chyba że dojdzie do końca jego życia i nie będzie musiał być już produkowany.”
„To tutaj pojawiają się niektóre problemy w niższych technologiach, a czasami nawet w tych wyższych. Klienci robili rzeczy na swój sposób przez długi czas. I ich ograniczenia to ich ograniczenia, musimy po prostu to rozgryźć. Ale ten typ podejścia jest kosztowny.”
Myślę, że to jest naprawdę część rzeczy [wczesne zaangażowanie], która ostatnio trochę się zagubiła. Z chmurą i ODM-ami wchodzącymi w technologię, której nigdy wcześniej nie widzieli, staje się to znowu większym problemem. Wczesne zaangażowanie jest kluczowe. Jeśli klient sprawia, że budowa jest trudna, musimy pobierać więcej za jej wykonanie - mówi - "nie wszystkie płyty 28-warstwowe są stworzone równo".
To dlatego leży na nas obowiązek, aby upewnić się, że możemy stworzyć dobre porozumienie biznesowe. Że możemy mieć dobre partnerstwo i że to będzie działać. Gdybyś zapytał o opinie naszych najlepszych klientów, powiedzieliby ci, że nasza zdolność do współpracy z zespołem projektowym wraz z jakością produktu, który wychodzi na końcu, to nasza największa wartość dla nich. Nie zawsze będziemy najtańsi, ale jesteśmy konkurencyjni.
Wyzwania, trendy i nowe innowacje
Wyzwania
Podobnie jak Tarun Amla z ITEQ zauważył wyzwania związane ze stosowaniem płyt z laminatu, ISU napotyka podobne problemy po stronie produkcji.
John wyjaśnia: "Producenci produktów będą twierdzić, że zaprojektowali produkt zgodnie ze standardem IPC. Może tak zrobili, ale równie dobrze mogli tego nie zrobić. Napotykamy również przypadki, gdy mówią 'o, próbowaliśmy to zrobić w ten sposób, ale napotkaliśmy na ten problem, więc zrobiliśmy to inaczej'."
Kontynuuje: "Stoimy przed tym samym problemem, przed którym staliśmy 40 lat temu. Ludzie patrzą na rzeczy na komputerze i wyglądają one na doskonałe. Ale te rzeczy poruszają się w rzeczywistym świecie. Nie są stałe. Nadal budujemy płyty z materiału, który się porusza. Po prostu dodaliśmy więcej warstw i więcej złożoności. Układy warstw się poprawiły, ale ludzie nadal stają przed sprzecznymi wyzwaniami. Na przykład producenci komponentów będą tworzyć projekt referencyjny, którego wszyscy mają się trzymać. Czasami te projekty referencyjne sprawiają, że układy scalone działają lepiej, ale nie ułatwiają projektowania lub wytwarzania płyt obwodów. To sprzeczne interesy."
"Budujemy również płyty testowe dla producentów półprzewodników. Rysunek 4 przedstawia zdjęcie jednej z tych płyt. Pomaga to z obu stron równania. Uczymy się od dostawców półprzewodników, a oni uczą się od nas."

To samo dotyczy firm projektujących złącza. "Budujemy płytki testowe dla firmy produkującej złącza," zauważa John. "Następnie nasi klienci używają tych samych złącz, a producent złącz mówi 'skoro zbudowaliście płytki testowe, to nie powinno być żadnych problemów'. Staramy się wyjaśnić tym klientom, jak również firmie produkującej złącza, że płyta testowa ma grubość 80 mils, ale płyta, na której zamierzacie użyć tego złącza, jest dwukrotnie grubsza. Jest wiele czynników, takich jak anomalie powłok, które ludzie nie rozpoznają."
Jak wspomniano w licznych artykułach, złożoność i funkcjonalność dzisiejszych produktów elektronicznych, szczególnie tych z wyższego końca spektrum wydajności, ciągle dodają wyzwań, z którymi spotykamy się przy wielu projektowanych i budowanych obecnie produktach.
Jak zauważa John, „To, co można było zrobić z 12-warstwową płytą o grubości 062, nie da się zrobić z 36-warstwową płytą o grubości 160 mil. To, co działo się w poprzednich generacjach produktów, nadal ma miejsce, ale nie wszystko. Tutaj pojawia się potrzeba ekspertyzy. Na przykład, układy warstw nadal stanowią problem. Twórcy produktów chcą wiedzieć, jak mały otwór możemy wywiercić, lub jak wysoki stosunek aspektu możemy pokryć. Mówią, że chcą otwór 8 mil. Gdy pytamy, czy chodzi o wywiercony otwór, czy o rozmiar gotowego otworu, nie wiedzą, co mamy na myśli, mówiąc o średnicy wewnętrznej otworu w porównaniu do średnicy zewnętrznej otworu. W produktach wysokiej prędkości to wraz z pojemnościami i odstępami staje się super krytyczne.”
Kontynuuje, „Otrzymujemy również płyty z bardzo ścisłymi budżetami rejestracji. Układ warstw jest jedną z integralnych rzeczy, które pomagają nam osiągnąć lepszą rejestrację. W rzeczywistości to on napędza rejestrację.”
Ponadto ludzie chcą wiedzieć, jakie są nasze możliwości i chcą zobaczyć naszą mapę drogową technologii. Wyjaśniam: „Wolę tego nie pokazywać, ponieważ istnieje szansa, że zostanie to przez was niewłaściwie wykorzystane”. Posiadamy zaawansowane możliwości i jeśli wybiorą każdy element z kolumny oznaczonej jako „zaawansowane”, prawdopodobnie nie będziemy w stanie tego zbudować. Byłoby to jak stanie na jednej nodze, a następnie robienie salta do tyłu. Potrafię robić salto do tyłu, po prostu nie mogę wykonać każdej kombinacji z saltem.
Można napotkać konkurujące elementy projektu, gdzie ludzie myślą, że skoro używali danego elementu wcześniej, powinni być w stanie używać go zawsze. Niekoniecznie rozumieją interakcję lub złożoność tych elementów. W miarę jak rzeczy ewoluują pod względem złożoności, ludzie mają trudności, gdy próbują włączyć więcej elementów funkcji fabrykacji. W takiej sytuacji lubimy móc prowadzić dyskusje na temat tego, co jest możliwe i co musimy zrobić z projektem, aby umożliwić klientowi włączenie tej potrzebnej funkcji, minimalizując ryzyko.
Trendy
Jak zauważyliśmy w poprzednich blogach, które zostały opublikowane, obecnie skomplikowane, szybkie, wysokoczęstotliwościowe, niskoszumowe projekty są głównymi trendami produktowymi w branży, które wpływają na proces projektowania.
John wyjaśnia: „Największym wyzwaniem jest strata transmisji związana z wyższymi częstotliwościami, na których obecnie pracujemy. Musimy również rozwiązać wszystko, co wpływa na stratę transmisji, w tym materiały o wyższej wydajności oraz szkło używane w tych materiałach. W niektórych przypadkach ludzie odchodzą od szkła i przechodzą na inne medium, które wykazuje obiecujące właściwości. Ponadto musimy przyjrzeć się chropowatości miedzi. To nie tylko to, co producent laminatu może nałożyć na płytę, ale także to, co my, producent, robimy z tą miedzią. Tlenek nie działa na wysokich częstotliwościach, ponieważ sprawia, że wszystko jest zbyt chropowate. Nawet tlenek ISU, który jest naprawdę gładki, nie jest wystarczająco gładki, więc musimy szukać innych chemii, które są nietrwałe w naturze. Przez lata czyniliśmy miedź chropowatą, aby rzeczy trzymały się razem, gdy są wkładane do pieców do przepływu. Masz ten ogromny kawałek gładkiej miedzi i aby związać materiał laminatu z nim, musisz go zgrubnieć.”
Ze względu na straty zwrotne sygnałów i płaszczyzn, miedź nie może już być szorstka. Dlatego obecnie używamy chemikaliów bardzo podobnych do tych, których producenci laminatów używają do pokrywania szkła, lub stosowanych do obróbki folii, aby żywica do niej przylegała. To samo dzieje się z miedzią. Musisz nałożyć na nią obróbkę, aby była kompatybilna. To bardzo różni się od tego, co robiliśmy w przeszłości i jest obecnym trendem.
John kontynuuje, „Płytki stają się grubsze, przelotki dłuższe, i nie działają, ponieważ występują po prostu straszne przeszkody dla sygnału, więc muszą być poddane wierceniu zwrotnemu. Na produkcie, który wykonaliśmy rok temu, mogłeś mieć występ 12 mil. Na produkcie, który teraz wykonujemy dla następnej generacji produktów 56 Gb/s i 112 Gb/s, maksymalny występ to 6 mil. Wiercenie z taką dokładnością na naprawdę grubej płytce konsekwentnie przy użyciu konwencjonalnej technologii jest niemożliwe."
Z powyższych względów, ISU musiało opracować nowy proces, aby móc wiercić otwory o średnicy 6 mil i robić to powtarzalnie. John wyjaśnia: „To otwór o średnicy 4 +/- 2 mil, jest głęboki i niesamowite jest to, co inżynierowie procesu osiągnęli. To, wraz z wysokim stosunkiem aspektu, [jest] napędzaniem trendów. 20:1 z wiertłem o średnicy 0,2 mm jest dzisiaj czymś powszechnym w zaawansowanych architekturach sieciowych.”
ISU współpracowało również z producentami sprzętu wiertniczego, aby ulepszyć ich procesy produkcyjne. John mówi: „Producenci mieli naprawdę dobre pomysły i techniki, ale oprogramowanie było ograniczone, więc zajęło to trochę czasu. Nasi własni inżynierowie musieli się zaangażować. Musieliśmy poprawić kontrolę płaskości, ale jednocześnie musieliśmy opracować zdolność wykrywania warstw wewnętrznych. Teraz jest sprzęt, który może to robić, ale nadal mamy więcej pracy do wykonania po naszej stronie.”
ISU współpracuje również z dostawcami laminatów i własnymi klientami w celu opracowywania nowych materiałów i testowania ich pod kątem integralności sygnału (SI) oraz niezawodności termomechanicznej. "Pracujemy z producentami chemikaliów nad gładkim miedzianym," zauważa John. "Idealnie byłoby, gdyby ta chemia była kompatybilna ze wszystkimi systemami żywic, ale to nie jest możliwe. Nikt nie produkuje uniwersalnego roztworu nieetykującego, który byłby kompatybilny z materiałami laminatowymi każdego producenta."
Trendy dotyczące grubości płytek i rozmiaru obudów napędzają większość rozwoju, który obecnie realizuje ISU. "Zawsze staramy się zwiększać nasze możliwości procesowe wokół ewolucji technologii PCB," dodaje. "Są rzeczy, które są bardziej innowacyjne, i musimy być w stanie przewidywać te zmiany. Niektóre z tych rzeczy zajęły nam cztery lata rozwoju. Gdyby ktoś powiedział mi wcześniej, że potrzebuję 6-milowego występu, powiedziałbym, że zwariowali."
Nowe Innowacje
W ciągu najbliższych dwóch do pięciu lat nastąpi szereg ewolucji. John stwierdza: „W przypadku wielowarstwowych PCB obecnie mamy do czynienia z liniami transmisyjnymi, ale naszym następnym dużym wyzwaniem będzie gęstość, w szczególności gęstość BGA. Pomyśl o wszystkich małych częściach, które wchodzą w skład produktów – takich jak telefony komórkowe.”
W dziedzinie zaawansowanych produktów sieciowych, części stają się coraz większe. "W przypadku budowanych chipów przełączających, każda część jest większa," zauważa John. "Myślę, że zbliżamy się do momentu, w którym zobaczymy przesunięcie gęstości w dużym formacie do znacznie ciaśniejszego rozstawu, co zwiększy gęstość I/O. Sposób, w jaki dzisiaj budujemy PCB, nie będzie działał. Nie wiem, czy to kwestia dwóch czy pięciu lat, ale jesteśmy w tym oknie czasowym. Zobaczymy zmianę w niektórych zaawansowanych produktach, które naprawdę będą wymagały nowych procesów produkcyjnych - technik i podejść, których dzisiaj nie stosujemy. Są one używane w pewnym stopniu w niektórych produktach, takich jak telefony komórkowe. Ale tego, co robisz na telefonie komórkowym, nie możesz zrobić na karcie sieciowej. Będziemy musieli opracować kombinację technologii używanych w różnych branżach i zrozumieć, jak zrobić z tego płytę 40-warstwową. Dlatego myślę, że gęstość będzie napędzać następny zestaw wymagań."
Wpływ COVID-19
Podobnie jak w wielu innych dziedzinach produkcji, pełny, długoterminowy wpływ COVID-19 na branżę PCB pozostaje niejasny.
John wyjaśnia: „Myślę, że branża i ludzie w niej zrobili naprawdę niezwykłą pracę, wspierając się nawzajem. Ponieważ ISU ma siedzibę w Korei Południowej, doświadczyliśmy potencjalnego wpływu. Do Daegu przyjechali odwiedzający z Wuhan na wydarzenie, ludzie zostali zarażeni i wirus rozprzestrzenił się naprawdę szybko w tej grupie. Nasza fabryka znajduje się tuż poza Daegu. Ale Korea podjęła naprawdę proaktywne podejście w kwestii testowania. Byli w stanie szybko testować i klasyfikować ludzi. Początkowo obawialiśmy się, że kiedy wybuch epidemii nastąpił w Korei, będziemy musieli na jakiś czas zamknąć. Ale wdrożyliśmy protokoły podobne do tych, które zaleca CDC, a nawet więcej, i odnieśliśmy sukces.”
"Dla nas wpływ był większy ze względu na to, co musieliśmy zrobić, aby utrzymać naszą działalność. Ale nie wpłynęło to na naszych klientów. Nasz łańcuch dostaw napotkał przerwy, więc nasza produktywność była przez pewien czas zmniejszona, kiedy musieliśmy codziennie wszystko czyścić i uczyć się, jak żyć w świecie COVID-19. Największy wpływ miała logistyka. Ludzie przestali latać samolotami dookoła świata. Te same samoloty przewoziły wszystko, czego potrzebujemy do budowania rzeczy. Będąc w Korei, większość naszych dostaw jest przewożona drogą powietrzną. W rezultacie musieliśmy przejść na przesyłki morskie, co wydłużyło nasze terminy realizacji. Każdy kraj, z którego otrzymujemy produkty, przeszedł fazę jednego zamknięcia lub braku po drugim."
"Nasi klienci chcą, abyśmy wysyłali towar drogą lotniczą. Ale nie możemy tego zrobić, ponieważ nie ma dostępnych samolotów, a czas oczekiwania wzrósł do trzech dni. Przy takim opóźnieniu równie dobrze możemy wysłać produkt statkiem. Ponadto opłaty za fracht lotniczy wzrosły 3 lub 4 razy."
Aspekt gromadzenia również odgrywa rolę w dzisiejszym środowisku rozwoju produktu. "Niektóre naprawdę duże OEMy wyszły i kupiły zdolności produkcyjne oraz przyspieszyły dostawy materiałów, próbując złagodzić wpływ," mówi John. "To tworzy efekt domina. Obawiam się o reperkusje COVID-19, ponieważ zgromadzili zapasy i stworzyli pewne nieregularności w łańcuchu dostaw."
"Przyspieszyliśmy dostawę wielu produktów jako wynik COVID, aby wypełnić lukę po niektórych chińskich dostawcach. Jednocześnie nasi klienci starają się wyprzedzić problem, ponieważ widzieli wpływ COVID, gdy najpierw przeszedł z Chin do Włoch, a teraz do Malezji, Tajlandii i innych krajów. Dwa miesiące po wybuchu COVID w Chinach, Malezja została uderzona i przez pewien czas nie mogliśmy dostać folii miedzianej, która wcześniej pochodziła z Malezji. Rząd wszystko zamknął."
Napotykamy trudności w pozyskiwaniu różnych produktów z różnych części świata. To tego rodzaju problemy wynikające z COVID, które wykraczają poza bezpośrednie operacje fabryczne. Mamy szczęście, ponieważ jesteśmy uznani za niezbędną infrastrukturę biznesową. W naszej kalifornijskiej fabryce wprowadziliśmy to samo, co zostało zaimplementowane w Korei Południowej – termiczne skanowanie ludzi pod kątem temperatury; zobowiązywanie wszystkich do noszenia masek i rękawic, lub mycia rąk i zachowania dystansu społecznego w miejscu pracy. Osoby pracujące w biurach pracują z domów. Naszą główną kwestią było utrzymanie naszych działań wsparcia klienta. Prowadzimy stałe spotkania statusowe, aby informować naszych klientów o tym, co się dzieje.
Kluczową rzeczą jest to, że nikt nie zwalnia tempa. Pomyśl o wpływie infrastruktury na sieć komunikacyjną, gdy wszyscy pracują zdalnie. Nie jesteśmy przystosowani do pracy każdego z domu. Pomyśl o wszystkich spotkaniach odbywających się przez Internet. Cisco zgłasza, że Webex nigdy nie miał większego znaczenia.
I jak zauważyły wszystkie agencje informacyjne, wpływ COVID wykracza poza miejsce pracy. John stwierdza: „Blisko 50 milionów uczniów nie uczęszcza na zajęcia. Szacuje się, że jedna trzecia uczniów dosłownie nie ma możliwości nauki w domu. Nie można jej zaoferować 2/3 osób i pozbawić tej możliwości pozostałą jedną trzecią.”
W wyniku powyższego, niektóre aspekty branży obserwują wysoki poziom wzrostu. „Google Classroom to naprawdę duży produkt, podobnie jak potrzeba Chromebooków,” wyjaśnia John. „I wszyscy nasi wielcy klienci z branży sieciowej idą do przodu, tak samo jak firmy cloudowe. Rozwijają się w szybszym tempie, ponieważ COVID tworzy nową rzeczywistość. A z niektórymi ludźmi, którzy już są mniej niż entuzjastycznie nastawieni do publicznej edukacji, możemy skończyć z większą ilością nauki na odległość i edukacją domową dzieci. Produkty związane z tym staną się bardziej skomplikowane, a my staniemy się od nich bardziej zależni. Paradygmat się zmienia i będzie interesujące zobaczyć, co stanie się dalej.”
Podsumowanie
Interfejs między projektem a procesem fabrykacji jest wielopoziomowy i dotyka wielu technik rozwoju produktu, począwszy od fazy przed-schematycznej aż po ostateczne dostarczenie produktu. Wykorzystanie tego interfejsu na wszystkich etapach procesu rozwoju produktu zapewnia, że produkt będzie działał zarówno jako prototyp, jak i gotowy produkt aż do końca jego życia. Z uwagi na złożoność dzisiejszych projektów oraz wymagania stawiane PCB, niezbędne jest, aby związek między projektem a fabrykacją był wdrażany od samego początku.
Chcesz dowiedzieć się więcej o tym, jak Altium może pomóc Ci w Twoim kolejnym projekcie PCB? Porozmawiaj z ekspertem w Altium lub kontynuuj odkrywanie więcej wskazówek projektowych od doświadczonego producenta.
About Author
Powiązane zasoby
Spis treści
Od projektu do wydania, bez zbędnych przeszkód
- Powiąż przeglądy z właściwą wersją
- Ogranicz niejasności przy przekazywaniu i konieczność poprawek
- Wcześniej wykrywaj ryzyko związane z zaopatrzeniem i wydaniem
- Pracuj samodzielnie, udostępniaj w razie potrzeby
Rozpocznij
Thank you, you are now subscribed to updates.