





O Papel da ISU Petasys, Uma Empresa de Fabricação Multicamadas na Realização de uma Implementação de PCB Bem-Sucedida







John Stephens, Vice-Presidente Sênior de Vendas da ISU Petasys (pronunciado “E-soo”), construiu sua primeira placa de circuito em 1974. Como muitos outros na indústria, ele obteve uma educação prática em design de PCB, e fabricação e montagem trabalhando na indústria aeroespacial.
Ele explica, “Comecei na aeroespacial na Litton Guidance and Control Systems, onde trabalhei em um laboratório de desenvolvimento de processos que era basicamente uma oficina de prototipagem onde desenvolvíamos novas tecnologias e protótipos. Nós ensinávamos aos nossos fornecedores o processo que desenvolvemos e, se fosse um processo novo, nós construíamos as placas. A aeroespacial me ensinou muito. O laboratório era ótimo, pois éramos uma pequena equipe e fazíamos múltiplos processos e funções de trabalho.”
“As pessoas dirão que ninguém estava construindo placas complexas naquela época, mas em 1976 construímos uma placa de 16 camadas que foi para um F-16.
Ao longo de sua carreira de 40 anos, John esteve profundamente envolvido no processo de fabricação de PCBs. Ele afirma, “Do laboratório, passei para o planejamento de materiais onde fiz programação e muitos pedidos. Depois, tive o trabalho de interagir com os fabricantes e nossos engenheiros. Naquela época, não trabalhávamos com dados Gerber, entregávamos aos nossos fabricantes filmes, mas havia muitos problemas com isso. Se houvesse erros de design, o filme era corrigido, mas os arquivos não.”
“Eventualmente, dissemos aos nossos fornecedores que queríamos usar dados eletrônicos. Costumávamos construir placas em pequenos painéis quadrados de doze polegadas e então mostramos à gestão que poderíamos colocar quatro desses em um painel de 18x24 e reduzir custos.”
Até hoje, o tamanho padrão do painel em toda a indústria é de 18x24.
John passou para o grupo de qualidade e confiabilidade e eventualmente gerenciou todo o grupo de engenharia de qualidade de fornecedores, que incluía tanto placas quanto componentes.
“Após a Litton, fui para a Ambitech, inicialmente como diretor de qualidade e, depois, como diretor de marketing técnico e desenvolvimento de negócios. De lá, fui para a Merix e, então, para minha posição atual na ISU como Vice-Presidente Sênior de Vendas para a América do Norte. Minha posição realmente ultrapassa a América do Norte porque todo mundo é tão global agora. Nossos Engenheiros de Aplicação de Campo se reportam a mim, e nós fornecemos entradas para a equipe de P&D e técnica da empresa. E, todos os nossos FAEs têm experiência prática em fabricação ou elétrica.”
“Tudo o que fiz me levou ao que estou fazendo hoje. Em cada posição que ocupei, aprendi algo novo. Apenas continuei construindo minha experiência e expertise.”
ISU Petasys
A ISU Petasys foi fundada em 1972 e tem sua sede em Dalsung-goon Daegu, Coreia do Sul. John explica, “De 1987 a 1997, dobramos o tamanho da fábrica coreana clonando a primeira fábrica para construir a segunda. Do ponto de vista de um plano de continuidade de negócios, os dois prédios são imagens espelhadas um do outro, então se um prédio for danificado de alguma forma, ainda podemos continuar nossas operações no outro. Em 2000, abrimos nossa fábrica na Califórnia, e em 2013, adquirimos a Hunan (MFS Technology baseada em Changsha, China). A Hunan faz tecnologia mainstream, mas não no nível de complexidade que fazemos na Coreia e na Califórnia. Em 2015, construímos um terceiro prédio na Coreia para abrigar todas as nossas instalações de galvanoplastia de última geração porque não havia espaço físico na Fábrica 1 ou Fábrica 2.”
Como observado em outros artigos, as empresas de fabricação de PCB podem ser mega-corporações com centenas de milhares de funcionários que constroem os dispositivos de consumo dos quais nos tornamos tão dependentes.
John diz, “Temos cerca de $500 milhões em receita e isso nos coloca em torno do 30º lugar na indústria. Existem empresas gigantescas que constroem produtos de alto volume como produtos automotivos, substratos de embalagem, tecnologia de telefonia celular e tecnologia de handsets.”
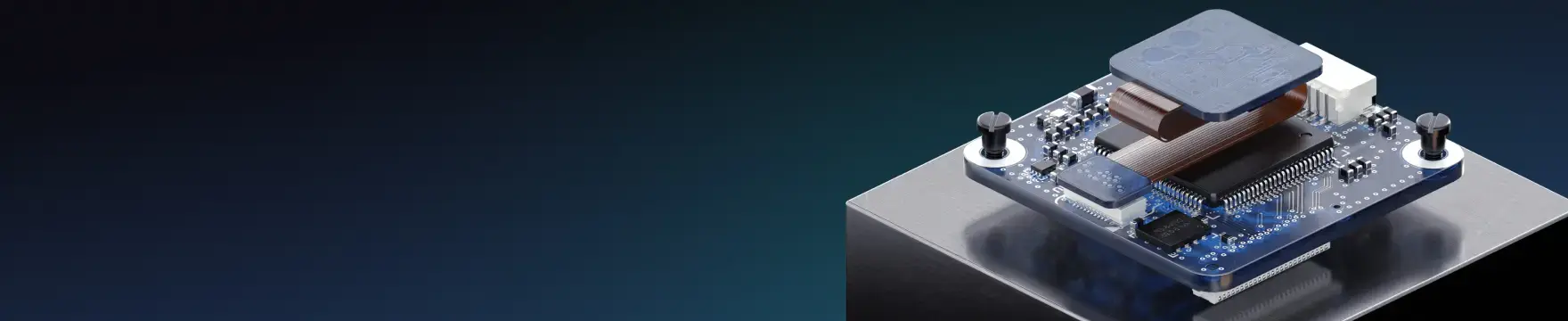
"O que construímos representa as PCBs multicamadas mais complicadas fabricadas no mundo hoje. Estes são os produtos que são usados nas infraestruturas centrais para as Telcos, provedores de serviço e os centros de dados dos gigantes da nuvem. Nossa principal força é o espaço de comutação e roteamento de alta gama. A Figura 1 é uma foto de uma de nossas placas de comutador de roteador. Acredito que hoje somos o único fornecedor que constrói para todas as três principais empresas de hardware de roteamento de Telco. Somos um dos maiores fabricantes de multicamadas de alta gama do mundo. A Prismark (Prismark Partners LLC, uma firma de consultoria da indústria eletrônica baseada em Cold Spring Harbor, Nova York), fez um estudo há alguns anos, e acredito que na época fomos classificados como número dois em receita de PCB de ultra alta gama. Para os propósitos desse estudo, alta gama foi categorizada como qualquer coisa acima de 20 camadas. A Figura 2 é uma foto de uma de nossas placas de computação de alto desempenho de 36 camadas."

"80% do nosso negócio vem da América do Norte e da Europa," ele continua. "Do ponto de vista de engenharia e de cliente interno, a América do Norte e os OEMs norte-americanos representam a maior parte do nosso negócio. Também estamos fazendo muito negócio com os ODMs (fabricantes originais do dispositivo) em Taiwan."

"A indústria de ODM em Taiwan é muito interessante quando se trata da nuvem. Há muitos produtos ODM que ainda são de tecnologia mais baixa, mas o mercado está realmente começando a evoluir rapidamente com empresas como Google, Microsoft, Amazon, Facebook e até mesmo IBM. Agora, muitas das empresas de nuvem estão construindo suas próprias equipes para projetar os switches para seus centros de dados."
John observa, "Nos tipos de produtos mencionados, a colaboração se tornou muito mais difícil porque há muitos mais participantes envolvidos. A expertise dos ODMs para construir um servidor é uma coisa quando a Intel lhe entrega um design de referência. É bem diferente construir um switch de 100 Gb/s ou 400 Gb/s com pouca ou nenhuma expertise em equipamentos de alta velocidade."
Ele continua, "Quando você olha para o nosso modelo de produto e serviços, oferecemos serviços desde prototipagem rápida até produção em alto volume."
"Independentemente da aplicação de uma placa específica que fabricamos, confiabilidade é sempre um fator crucial. Não se pode ter uma placa que funcione de vez em quando ou mesmo com bastante frequência. Ela tem que funcionar na primeira vez e todas as vezes subsequentes. Isso é particularmente verdadeiro para partes críticas como as placas que são construídas
para a indústria aeroespacial. A Figura 3 é uma foto de uma de nossas placas que construímos para aviónica comercial."

Construção de Equipe
Como observado em vários artigos, bem como em nossos dois livros e nossos cursos de um a três dias, uma estratégia de desenvolvimento de produto PCB bem-sucedida é aquela onde a abordagem colaborativa é um aspecto crítico dessa estratégia. Sob sua perspectiva, John cita, "Os caras da nuvem saíram e construíram grandes equipes de engenharia contratando pessoas das OEMs de hardware clássico. Depois, eles constroem seu próprio produto. Mas ainda é uma abordagem colaborativa. Nosso envolvimento agora é um pouco mais complicado e mais importante do que nunca. Há muitos diferentes níveis de experiência com as pessoas projetando alguns produtos realmente complicados hoje em dia."
"Você cria muitas oportunidades se conseguir demonstrar valor", ele acrescenta. "Nossa abordagem é fornecer recursos de engenharia disponíveis que realmente agregam esse valor. É uma coisa para um fabricante dizer, 'ei, eu vou construir um empilhamento, ou eu vou recomendar um material'. Isso não está realmente agregando muito valor. Por causa do trabalho que fizemos ao longo dos anos com os OEMs norte-americanos, temos a capacidade de dizer, 'isso é o que podemos fazer'. Olhamos para o que o engenheiro precisa, onde temos que insistir e onde precisamos alertar as pessoas onde elas estão forçando demais. Desenvolver essa habilidade não é fácil."
John continua, “Existem muitos fabricantes, nós inclusos até certo ponto, que não possuem os recursos e a expertise interna para fazer o que foi mencionado anteriormente. Continuamos a treinar nossas equipes na Coreia e na China para serem capazes de fazer um empilhamento, realizar um DFM ou entregar a alguém um livro que agregue esse valor. Educamos os designers mostrando-lhes as compensações, apresentando os prós e contras, definindo o que é viável e o que não é. Nossa equipe nos EUA direciona nosso roteiro tecnológico ouvindo nossos clientes e então dizendo ‘isso é no que precisamos trabalhar’. Nossa equipe na Coreia é bastante capaz de desenvolver os processos de PCB e trabalhar nesse lado da equação. A complexidade surge em ter essa proximidade com um cliente onde você pode ver a necessidade. Nem sempre é possível prever, mas você tem que estar à frente. Você não pode desenvolver isso quando alguém lhe entrega um conjunto de dados Gerber. Nossos clientes preferem que não façamos P&D em seus produtos.”
Design e o Processo de Fabricação do Produto
Um dos mantras que repetimos continuamente na Speeding Edge é que quanto maior o número de aspectos a jusante que você puder considerar no processo de design, melhor. Isso envolve se engajar, de maneira oportuna, com a sua fábrica e montadora alvo.
Como John vê, “O maior erro que os desenvolvedores de produtos cometem é esperar demais antes de se engajarem conosco. Idealmente, um cliente deve nos procurar quando tem a ideia de que precisa construir uma PCB. Nunca é cedo demais para as pessoas virem falar conosco. Se eles não têm um esquemático, isso é bom. Se eu perguntar se eles sabem o tamanho da caixa e eles disserem que sim, então pode ser tarde demais, pois podemos ter perdido uma oportunidade de agregar valor. Eles provavelmente já decidiram o tamanho da PCB. Esse é o principal fator de custo no desenvolvimento da PCB—material bruto. Quando você olha dentro de um armário caro cheio de eletrônicos, os ASICs são o número um na lista de materiais e custos, e a PCB ou a óptica são o número dois.”
Ele continua, “Todos nos olham para economizar custos. Da nossa perspectiva, o custo número um em nossa fatura é o laminado. Quanto maior a contagem de camadas e o desempenho do circuito, maior a porcentagem do custo que o material bruto se torna. Como mencionado anteriormente, o painel padrão que usamos é de 18”x24”. Isso dá 3 pés quadrados. Você pode projetar uma placa de circuito de 12”x12”, que é 1 pé quadrado, mas só pode colocar uma dessas placas de circuito nesses 3 pés quadrados. Consideramos isso uma má utilização do material. Eu sempre digo aos desenvolvedores de produtos, ‘vocês vão pagar por 100% das placas que eu faço, quer eu as envie para vocês ou não.’ “Se meu rendimento é de 50%, adivinha? Vocês estão pagando muito mais do que deveriam.”
Ao longo dos anos, a ISU fez inúmeros painéis de tamanhos personalizados para acomodar produtos. Mas nem tudo pode ser dimensionado sob medida por causa do tamanho da folha mestra dos fabricantes de laminado. John afirma, “Podemos cortar uma folha mestra de qualquer maneira que o cliente desejar, mas se um monte cair no chão, é desperdiçado e ainda tem que ser pago.”
Envolver um fabricante desde o início do processo de design não significa que, uma vez estabelecida essa comunicação, ela exija conversas contínuas. John explica, "O problema que as pessoas têm é que elas pensam que precisamos ou queremos nos envolver muito. Nós só precisamos ter uma conversa quando eles têm a ideia do produto. Depois, eles podem não falar comigo por três meses. Então, eles me ligam de volta quando terminam a captura esquemática."
"É neste ponto que falamos sobre como os conectores serão usados, o tipo de BGA que foi selecionado, os pad stacks que serão necessários e o orçamento total de perdas. Desenvolvemos listas de verificação que as pessoas usam que identificam os momentos em que precisamos entrar em contato. Peço que nos informem quando vão estar em diferentes estágios do projeto."
"É assim que construímos um relacionamento com o designer. E, nosso FAE se torna o cara das respostas. Os clientes usam o FAE como um recurso para perguntar sobre diferentes tipos de questões de placas. Nos tornamos integrados ao processo de desenvolvimento do produto como uma fonte de conhecimento, mas não somos intrusivos."
"Em última análise, os clientes nunca podem se envolver cedo demais. Isso se encaixa no nosso modelo de negócios de protótipo até a produção até o suporte ao fim da vida útil para todo o ciclo de vida do produto. Quando olhamos para um protótipo, se oferecemos orientação de design ou realizamos DFM, é porque temos que conviver com isso para sempre. Nem todos apoiam esse modelo."
Entrelaçado ao exposto está a necessidade de fazer trocas de custos. Raramente é construída uma PCB que tenha todos os “desejos” nela. É um equilíbrio entre o custo do design, os requisitos de tempo para colocação no mercado do produto e o custo geral de desenvolvimento do produto.
John explica, "Quando você está na fase de desenvolvimento de um produto, pode apontar coisas que podem ser alteradas para ajudar o processo, mas definitivamente existem limites em termos da flexibilidade de um dado ciclo de desenvolvimento de produto. Um dos problemas com o engajamento tardio é que o cronograma sempre é rei e não pode ser impactado. Pode haver muitas coisas que impactam o cronograma e elas podem ser comprimidas, mas o ponto final nunca se move. Se fôssemos dizer que precisamos refazer o layout de uma PCB, a resposta do cliente quase sempre é 'não, não precisamos.'"
Chega um ponto no processo em que a necessidade premente é simplesmente seguir em frente. John observa, “Fazemos esse tipo de compromisso o tempo todo. Minha resposta é ‘Eu entendo. Temos que fazer isso, mas temos que tentar mudar antes que o projeto de produção seja liberado. Daqui a duas revisões, precisamos garantir que estamos documentando as coisas que precisamos alterar para melhorar a fabricabilidade, os rendimentos e a qualidade, mas a impedância não pode aumentar.’ O que quer que seja que precise ser abordado tem que ser colocado na mesa antes que seja tarde demais. Passamos pela qualificação completa do sistema, e posso dizer que, nesse ponto, nada vai mudar nesse produto, exceto quando ele chegar ao fim da vida e não precisar mais ser construído.”
“É aqui que alguns dos problemas surgem nas tecnologias mais baixas e até mesmo às vezes nas mais altas. Os clientes fazem as coisas de um certo modo há muito tempo. E, as restrições deles são as restrições deles, e nós apenas temos que descobrir uma solução. Mas, esse tipo de abordagem é caro.”
"Eu acho que isso realmente faz parte da coisa [engajamento precoce] que recentemente se perdeu um pouco mais. Com a nuvem e os ODMs entrando em tecnologia que nunca viram antes, está se tornando um problema maior novamente. O engajamento precoce é crítico. Se um cliente torna difícil construir, temos que cobrar mais para construir," ele diz, "nem todas as placas de 28 camadas são criadas iguais".
"É por isso que é incumbência nossa garantir que podemos fazer um bom arranjo comercial. Que podemos ter uma boa parceria e que vai funcionar. Se você solicitasse a opinião dos nossos principais clientes, eles diriam que nossa capacidade de trabalhar com a equipe de design, junto com a qualidade do produto que sai no final, é o nosso maior valor para eles. Não vamos sempre ser o custo mais baixo, mas somos competitivos."
Desafios, Tendências e Novas Inovações
Desafios
Similar ao que Tarun Amla da ITEQ notou como desafios com o empilhamento da placa do lado do laminado do negócio, a ISU enfrenta coisas semelhantes no lado da fabricação.
John explica, "Os desenvolvedores de produtos afirmarão que projetaram um produto de acordo com um padrão IPC. Talvez tenham feito isso, mas também é possível que não. Também nos deparamos com situações em que eles dirão 'oh, tentamos fazer [isso] dessa maneira, mas nos deparamos com este problema, então fizemos de outra maneira.'"
Ele continua, "Estamos enfrentando o mesmo problema que enfrentávamos há 40 anos. As pessoas olham as coisas em um computador e parece perfeito. Mas essas coisas se movem no mundo real. Não são fixas. Ainda estamos construindo placas com tecido que se move. Apenas adicionamos mais camadas e mais complexidade. Os empilhamentos melhoraram, mas as pessoas ainda enfrentam desafios conflitantes. Por exemplo, os fabricantes de componentes farão um design de referência que todos devem seguir. Às vezes, esses designs de referência fazem com que os chips funcionem melhor, mas não tornam as placas de circuito mais fáceis [de projetar ou fabricar]. Esse é um interesse conflitante."
"Também construímos placas de teste para os fabricantes de semicondutores. A Figura 4 é a foto de uma dessas placas. Isso ajuda dos dois lados da equação. Aprendemos com os fornecedores de semicondutores e eles aprendem conosco."

O mesmo se aplica às empresas que projetam conectores. “Nós construímos placas de teste para uma empresa de conectores,” observa John. “Depois, nossos clientes vão usar esses mesmos conectores, e o fabricante do conector dirá ‘bem, vocês construíram as placas de teste, então não deveria haver nenhum problema.’ Tentamos explicar a esses clientes, bem como à empresa de conectores, que a placa de teste tem 80 mils de espessura, mas a placa em que você vai usá-lo tem o dobro dessa espessura. Há muitos fatores, como anomalias de galvanização, que as pessoas não reconhecem.”
Como foi citado em inúmeros artigos, a complexidade e funcionalidade dos produtos eletrônicos de hoje, particularmente aqueles no alto espectro de desempenho, continuam a adicionar aos desafios que encontramos em muitos produtos sendo projetados e construídos nos dias de hoje.
Como John observa, "O que você poderia fazer com uma placa de 12 camadas e 062, não pode fazer com uma placa de 160 mil de espessura e 36 camadas. O que acontecia nas gerações anteriores de produtos ainda ocorre, mas nem tudo. É aqui que a expertise entra. Por exemplo, os empilhamentos ainda são um problema. Os desenvolvedores de produtos querem saber quão pequeno um furo podemos perfurar, ou quão alta uma razão de aspecto podemos galvanizar. Eles dirão que querem um furo de 8 mil. Quando perguntamos se isso é o furo perfurado ou o tamanho do furo acabado, eles não sabem o que queremos dizer com diâmetro do furo interno versus diâmetro do furo externo. Em produtos de alta velocidade, isso, juntamente com as capacitâncias e as distâncias de isolamento, torna-se super crítico."
Ele continua, "Também estamos recebendo placas com orçamentos de registro extremamente apertados. O empilhamento é uma das coisas integrantes para nos ajudar a alcançar um melhor registro. De fato, ele direciona o registro."
"Além disso, as pessoas querem saber quais são nossas capacidades e querem ver nosso roteiro tecnológico. Eu explico, 'Prefiro não mostrar isso porque há uma chance de vocês usarem de forma inadequada.' Temos nossas capacidades avançadas, e se eles escolherem cada elemento da coluna que diz 'avançado', provavelmente não conseguiremos construí-lo. Fazer isso seria como ficar em pé em um pé só e depois fazer um salto mortal para trás. Eu consigo fazer um salto mortal, só não consigo fazer todas as combinações com o salto mortal."
"Você pode ter elementos de design concorrentes onde as pessoas pensam que já usaram um elemento antes, então deveriam poder usá-lo o tempo todo. Eles não necessariamente entendem a interação ou complexidade desses elementos. À medida que as coisas evoluem com complexidade, as pessoas lutam quando tentam incorporar mais conjuntos de recursos de fabricação. Nessa situação, gostamos de poder ter discussões sobre o que é possível e o que precisamos fazer com um design para permitir que o cliente incorpore o recurso de que precisa para minimizar o risco."
Tendências
Conforme já observamos em blogs anteriores que foram publicados, hoje, os designs complexos, de alta velocidade, alta frequência e baixa perda são as principais tendências de produtos da indústria que impactam o processo de design.
John explica, “O maior desafio é a perda de transmissão associada às frequências mais altas nas quais estamos operando agora. E, temos que abordar tudo que impacta a perda de transmissão, incluindo materiais de maior desempenho e o vidro que é usado dentro desses materiais. Em alguns casos, as pessoas estão se afastando do vidro e indo para algum outro meio que mostra promessa. Além disso, temos que olhar para a aspereza do cobre. Isso não é apenas o que o fabricante do laminado pode colocar na placa, mas o que nós, o fabricante, fazemos com esse cobre. Óxido não funciona em altas frequências porque torna as coisas muito ásperas. Até o óxido da ISU — que é realmente liso — não é liso o suficiente, então temos que olhar para outras químicas que são de natureza não corrosiva. Ao longo dos anos, temos tornado o cobre áspero para fazer as coisas permanecerem juntas quando são colocadas nos fornos de refusão. Você tem essa grande peça de cobre liso, e para ligar o material laminado a ele, você tem que torná-lo áspero.”
"Devido à perda de retorno nos sinais e no plano, o cobre não pode mais ser áspero. Então, agora estamos usando químicas muito semelhantes às que um fabricante de laminados usa para revestir o vidro, ou que são usadas para tratar o folheado para que a resina adira a ele. O mesmo acontece com o cobre. Você tem que colocar um tratamento em cima dele para torná-lo compatível. Isso é muito diferente do que fizemos no passado e é uma tendência atual."
John continua, “As placas estão ficando mais espessas, os vias estão ficando mais longos, e eles não funcionam porque há apenas impedimentos horríveis para o olho, então eles têm que ser retrofurados. Em um produto que fizemos há um ano, você poderia ter um stub de 12 mils. No produto que estamos fazendo para a próxima geração de produtos de 56 Gb/s e 112 Gb/s, 6 mils é o stub máximo. Ser capaz de furar com esse nível de precisão em uma placa realmente espessa consistentemente com a tecnologia convencional é impossível."
Devido ao exposto, a ISU teve que desenvolver um novo processo para que pudessem perfurar um stub de 6 mil e fazê-lo repetidamente. John explica, "É um stub de 4 +/- 2, é profundo e é incrível o que os engenheiros de processo conseguiram alcançar. Isso, juntamente com uma alta relação de aspecto, [está] impulsionando tendências. 20:1 com uma broca de .2 mm é comum nas arquiteturas de rede de alta gama de hoje."
A ISU também trabalhou com fabricantes de equipamentos de perfuração para melhorar seus processos de fabricação. John diz, "Os fabricantes tinham algumas ideias realmente boas e técnicas boas, mas o software era limitado, então levou algum tempo. Nossos próprios engenheiros tiveram que se envolver. Tivemos que melhorar nosso controle de planicidade, mas ao mesmo tempo tivemos que desenvolver uma capacidade de detecção de camadas internas. Há equipamentos agora que podem fazer isso, mas ainda temos mais trabalho a fazer do nosso lado."
A ISU também trabalha com fornecedores de laminados e seus próprios clientes para desenvolver novos materiais e testá-los através de confiabilidade térmica mecânica e SI. “Trabalhamos com fabricantes de produtos químicos em cobre liso,” observa John. “Idealmente, essa química seria compatível com todos os sistemas de resina, mas isso não é possível. Ninguém produz uma solução universal não corrosiva que seja compatível com todos os materiais laminados de cada fabricante.”
As tendências de espessura da placa e tamanho do pacote impulsionam a maior parte do desenvolvimento que a ISU faz atualmente. “Sempre procuramos aprimorar nossa capacidade de processo em torno da evolução da tecnologia de PCB,” ele acrescenta. “Existem coisas que são mais inovadoras, e precisamos ser capazes de ver essas coisas chegando. Algumas dessas coisas nos levaram quatro anos para desenvolver. Se alguém me dissesse antes que eu precisava de um stub de 6 mil, eu teria dito que eles estavam loucos.”
Inovações Novas
Nos próximos dois a cinco anos, várias evoluções ocorrerão. John afirma, “Em PCBs multicamadas, estamos lidando com linhas de transmissão agora, mas a densidade será nosso próximo grande desafio, em particular, a densidade dos BGAs. Pense em todas as pequenas partes que entram nos produtos de montagem—como os celulares.”
No lado dos produtos de rede de alta performance, as peças continuam aumentando de tamanho. "Nos chips de comutação que estão sendo construídos, cada parte é maior em tamanho", observa John. "Acho que estamos nos aproximando de um ponto em que vamos ver uma mudança de densidade no formato grande para um espaçamento muito mais apertado, o que vai aumentar a densidade de I/O. A maneira como construímos uma PCB hoje não vai funcionar. Não sei se são dois ou cinco anos, mas está nessa janela. Vamos ver uma mudança em alguns produtos de alta performance que realmente vão exigir novos processos de fabricação—técnicas e abordagens que não utilizamos hoje. Eles são usados de certa forma em alguns produtos, como celulares. Mas as coisas que você faz em um celular, não pode fazer em um cartão de rede. Vamos ter que desenvolver uma combinação de tecnologias que são usadas em uma variedade de indústrias e descobrir como fazer uma placa de 40 camadas a partir disso. É por isso que acho que a densidade vai impulsionar o próximo conjunto de requisitos.
O Impacto da COVID-19
Assim como em muitos outros setores de fabricação, o efeito completo e de longo prazo da COVID-19 na indústria de PCB ainda está por ser visto.
John explica, “Eu acho que a indústria e as pessoas nela fizeram um trabalho realmente notável em ser capazes de apoiar uns aos outros. Como a ISU está sediada na Coreia do Sul, nós experimentamos um impacto potencial. Houve visitantes de Wuhan que viajaram para Daegu para um evento, e as pessoas foram infectadas, e isso se espalhou muito rapidamente dentro desse grupo. Nossa fábrica está localizada logo fora de Daegu. Mas a Coreia adotou uma abordagem realmente proativa em termos de testagem. Eles conseguiram testar e categorizar as pessoas muito rapidamente. Inicialmente, estávamos preocupados que, quando o surto aconteceu na Coreia, teríamos que fechar por um tempo. Mas implementamos os protocolos semelhantes ao que é recomendado pelo CDC e mais alguns, e fomos bem-sucedidos.”
"Para nós, o impacto foi mais do que tivemos que fazer para manter nossas operações. Mas não impactamos nossos clientes. Nossa cadeia de suprimentos sofreu interrupções, então nossa produtividade diminuiu por um tempo enquanto passávamos por ter que limpar as coisas todos os dias e aprender a viver em um mundo COVID-19. O maior impacto foi na logística. As pessoas não estão pegando aviões para voar pelo mundo. Esses mesmos aviões seriam os que transportariam todo o material de que precisamos para construir coisas. Estar na Coreia, a maioria de nossos suprimentos é trazida por avião. Como resultado, tivemos que mudar para remessas marítimas, o que está estendendo nossos prazos de entrega. Cada país de onde recebemos produtos passou por uma fase de ter um fechamento ou escassez após o outro."
"Nossos clientes querem que enviemos por frete aéreo. Mas não podemos fazer isso porque não há aviões disponíveis e o tempo de espera subiu para três dias. Com esse tipo de atraso, podemos muito bem colocar o produto em um barco. Além disso, as tarifas de frete aéreo aumentaram em 3 ou 4 vezes."
O aspecto de acumulação também desempenha um papel no ambiente de desenvolvimento de produtos de hoje. "Alguns OEMs realmente grandes saíram e compraram capacidade e aceleraram a entrega de suprimentos para tentar mitigar o impacto", cita John. "Isso cria um efeito cascata. Eu me preocupo com o impacto posterior da COVID-19 porque eles acumularam coisas e criaram algumas irregularidades na cadeia de suprimentos."
"Nós temos acelerado a entrega de muitos produtos como resultado da COVID para preencher a lacuna de alguns fornecedores chineses. Ao mesmo tempo, nossos clientes estão tentando se antecipar ao problema porque viram o impacto da COVID à medida que se movia inicialmente da China para a Itália e agora para a Malásia, Tailândia e outros países. Dois meses após o surto de COVID na China, a Malásia foi atingida e, por um tempo, não conseguíamos obter o folheado de cobre que costumava vir da Malásia. O governo fechou tudo."
“Estamos tendo dificuldades para obter diferentes produtos de diferentes partes do mundo. Esses são os tipos de problemas resultantes da COVID que vão além das operações diretas de fábrica. Somos afortunados porque somos listados como um negócio de infraestrutura essencial. Em nossa planta na Califórnia, implementamos a mesma coisa que foi implementada na Coreia do Sul—escaneamento térmico das pessoas para verificar a temperatura; fazer com que todos usem máscaras e luvas, ou lavem as mãos e mantenham o distanciamento social dentro do local de trabalho. Pessoas que têm empregos de escritório trabalham de suas casas. Nosso grande objetivo tem sido manter nossos esforços de suporte ao cliente. Temos reuniões de status constantes para informar nossos clientes sobre o que está acontecendo.”
“A coisa chave é que ninguém está tirando o pé do acelerador. Pense no impacto da infraestrutura na rede de comunicações com todos trabalhando remotamente. Não estamos preparados para ter todos trabalhando de casa. Pense em todas as reuniões acontecendo pela Internet. A Cisco tem reportado que o Webex nunca esteve tão em alta.”
E, como notado por todas as agências de notícias, o impacto da COVID vai além do local de trabalho. John afirma, “Você tem perto de 50 milhões de estudantes que não estão indo às aulas. Estima-se que um terço dos estudantes literalmente não tem os meios para o aprendizado em casa. Não pode ser oferecido para 2/3 das pessoas e desfavorecer o outro terço.”
Como resultado do exposto, há alguns aspectos da indústria que estão vendo um alto nível de crescimento. “Google Classroom é um produto realmente grande, assim como a necessidade por Chromebooks,” explica John. “E, todos os nossos grandes clientes de rede estão avançando, assim como as empresas de nuvem. Eles estão indo a uma taxa/ritmo mais rápido, porque uma nova realidade está sendo criada como resultado da COVID. E, com algumas pessoas já sendo menos entusiasmadas com a educação pública, podemos acabar com mais aprendizado à distância e crianças sendo educadas em casa. Os produtos associados a isso vão ficar mais complexos, e vamos nos tornar mais dependentes deles. O paradigma está mudando, e será interessante ver o que vai acontecer a seguir.”
Resumo
A interface entre o design e o processo de fabricação é multinível e abrange uma série de técnicas de desenvolvimento de produto, desde o pré-esquemático até a entrega final do produto. Aproveitar essa interface em todas as fases do processo de desenvolvimento do produto garante que um produto funcionará tanto como um protótipo quanto como um produto acabado até o fim de sua vida útil. Com a complexidade dos designs de hoje e as demandas colocadas na PCB, é imperativo que a relação entre design e fabricação seja implementada desde o início.
Gostaria de saber mais sobre como a Altium pode ajudá-lo com seu próximo design de PCB? Fale com um especialista na Altium ou continue descobrindo mais dicas de design de um fabricante experiente.
Sobre o autor
Recursos relacionados
Índice
Do projeto ao lançamento, sem atritos
- Mantenha as revisões associadas à versão correta
- Reduza a confusão nas transferências e o retrabalho
- Identifique mais cedo os riscos de fornecimento e de lançamento
- Trabalhe sozinho, partilhe quando necessário
Comece
Thank you, you are now subscribed to updates.