



HDI vs Ultra HDI : ce que les concepteurs de PCB doivent savoir sur le terrain de fabrication

At a Glance
Découvrez comment l’Ultra HDI transforme la conception et la fabrication des PCB grâce à de nouvelles limites de procédé, des défis liés aux matériaux et des exigences plus strictes pour une production fiable.







La technologie HDI (High Density Interconnect) est depuis des années un pilier de la conception et de la fabrication de PCB à haute densité. La plupart des concepteurs connaissent bien les microvias, la stratification séquentielle, ainsi que les limites de largeur de piste et d’espacement imposées par les procédés de gravure soustractive utilisés pour la fabrication des PCB. Ce qui semblait autrefois représenter une courbe d’apprentissage abrupte pour les concepteurs comme pour les fabricants relève désormais davantage de l’exécution que du développement de procédé.
Aujourd’hui, l’« Ultra HDI » émerge comme un nouveau paradigme dans la fabrication de PCB ultra-fins et la conception avancée des interconnexions, avec une courbe d’apprentissage abrupte pour les concepteurs comme pour les fabricants. À première vue, on pourrait penser que l’Ultra HDI n’est qu’une évolution de la technologie HDI.
L’Ultra HDI se distingue du HDI standard non seulement par la taille des motifs, mais aussi par son approche de fabrication. Alors que le HDI repose sur des procédés de gravure soustractive éprouvés et des structures de microvias bien maîtrisées, l’Ultra HDI exige des procédés cuivre semi-additifs, un contrôle plus strict des matériaux et une tolérance aux variations considérablement réduite afin d’obtenir un rendement de production reproductible.
Cependant, du point de vue de l’atelier de fabrication, l’Ultra HDI n’est en aucun cas simplement la génération suivante des procédés HDI. Il s’agit d’un paradigme opérationnel nouveau et distinct, avec de nouvelles limites de procédé, ainsi que des considérations inédites en matière de matériaux et de risques. Bien qu’il soit possible de combiner des couches Ultra HDI et des couches HDI dans un même empilage, utiliser l’Ultra HDI avec succès nécessite une connaissance approfondie des procédés et de leurs paramètres.
Examinons concrètement ce qui distingue réellement le HDI de l’Ultra HDI lorsque votre conception passe en production.
Points clés à retenir
- L’Ultra HDI introduit un nouveau paradigme de fabrication, dans lequel les méthodes HDI traditionnelles (gravure soustractive, masque de soudure standard, empilements de microvias de base) deviennent instables et insuffisantes à des géométries ultra-fines.
- Le succès se mesure à la fiabilité de la production, car l’UHDI exige des procédés cuivre semi-additifs, un contrôle des tolérances plus strict et une dépendance bien plus forte à la répétabilité sur des panneaux entiers et d’un lot à l’autre.
- Les matériaux et le recalage deviennent les principaux facteurs limitant le rendement, la trame de verre, l’expansion selon l’axe Z, la rugosité du cuivre et la dérive dimensionnelle cumulative ayant un impact direct sur l’alignement, l’impédance, la fiabilité des microvias et la fabricabilité globale.
- Les interfaces d’assemblage imposent des contraintes plus strictes, nécessitant souvent un masque de soudure en film sec, des finitions de surface soigneusement sélectionnées et une collaboration précoce avec les fabricants afin d’atténuer les risques liés à l’empilement des microvias, à la définition des pastilles et au brasage à pas fin.
Comment les fabricants distinguent le HDI de l’Ultra HDI en production
En termes de fabrication, le HDI reste étroitement lié au traitement multicouche conventionnel. Les motifs sont plus petits et les tolérances plus serrées, mais nombre des méthodes fondamentales restent familières. La gravure soustractive, les microvias percés au laser et le masque de soudure LPI standard peuvent encore faire le travail lorsqu’ils sont utilisés avec soin.
Avec l’Ultra HDI, les tailles de motifs diminuent au point que les procédés traditionnels deviennent instables, que les marges de recalage disparaissent et que des matériaux qui se comportent bien aux dimensions HDI commencent à jouer contre vous. À cette échelle, le succès dépend moins de la capacité à respecter une règle une seule fois que de la capacité à la répéter sur un panneau entier, lot après lot. Les procédés de fabrication doivent évoluer de manière nette pour permettre aux fabricants d’assurer la fiabilité du produit.
Taille des motifs et réalité du report de circuit
La plupart des conceptions HDI fonctionnent avec des dimensions de piste et d’espacement bien établies dans les procédés conventionnels de fabrication de PCB, en s’appuyant sur des procédés matures, des rendements prévisibles et des méthodes d’inspection éprouvées. Cependant, la technologie Ultra HDI pousse ces tailles de motifs dans un domaine plus exigeant où la gravure soustractive traditionnelle peine à maintenir la régularité en raison d’une sensibilité accrue à des facteurs tels que la variation d’épaisseur du cuivre, le facteur de gravure et la précision de l’imagerie.
- HDI : utilise des procédés matures et stables avec des rendements prévisibles.
- Ultra HDI : nécessite des procédés tels que le semi-additif ou le semi-additif modifié pour former les motifs en cuivre, en raison des limites de la gravure soustractive à des tailles de motifs extrêmement petites.
- Les règles de conception minimales ne sont pas équivalentes à une capacité de production stable ; les vérifications DFM ne garantissent pas un rendement reproductible en Ultra HDI.
Pour les concepteurs de PCB, le message essentiel est que les règles de conception minimales, même si elles passent une vérification DFM, ne garantissent pas un rendement de production répétable et stable en Ultra HDI. Les fabricants soulignent qu’une capacité de production fiable est distincte du minimum absolu autorisé par une règle, et que les concepteurs devraient privilégier la compréhension de la manière dont un motif sera fabriqué plutôt que de se concentrer uniquement sur sa taille théorique minimale.
Structures de vias : des formes familières, de nouvelles conséquences
Les concepteurs HDI devraient déjà être à l’aise avec les microvias, souvent décalés et parfois empilés sur une ou deux couches de profondeur. La fiabilité à ce niveau est bien caractérisée, en particulier lorsque les matériaux et les procédés de métallisation sont bien adaptés.
L’Ultra HDI s’appuie beaucoup plus fortement sur des microvias empilés, souvent remplis de cuivre et s’étendant sur plus de 2 couches de buildup. Les rapports d’aspect se resserrent, l’uniformité de la métallisation devient critique, et même de petits vides peuvent compromettre la fiabilité. À ces échelles, la géométrie des vias, la chimie de remplissage et le comportement thermique sont indissociables.
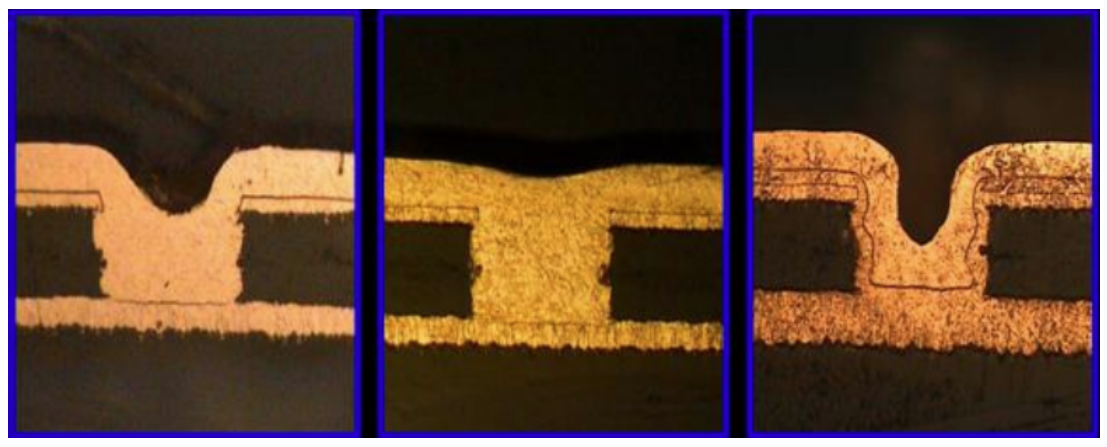
Du point de vue de la fabrication, des empilements plus profonds augmentent la sensibilité au perçage, la complexité de la métallisation et la difficulté d’inspection. Du point de vue de la conception, chaque couche empilée supplémentaire accroît le risque de défaillance des microvias lors de l’assemblage ou en fonctionnement sur le terrain. La question ne devient plus « Peut-on le fabriquer ? », mais « Peut-il survivre de manière constante au refusionnage et aux conditions réelles d’utilisation ? »
Matériaux : contraintes et sélection en Ultra HDI
Dans les conceptions Ultra HDI, le choix des matériaux fixe les limites des performances de fabrication des PCB à lignes fines, notamment en matière de taille des motifs, de tolérance de recalage, et de fiabilité des interconnexions. Les stratifiés et feuilles de cuivre acceptables en HDI conventionnel deviennent souvent des facteurs limitant le rendement lorsque les largeurs de piste, les pastilles de capture et les diamètres de microvias se réduisent à quelques dizaines de microns. À cette échelle, la stabilité dimensionnelle et les caractéristiques de surface priment sur les performances électriques nominales.
Plusieurs effets liés aux matériaux doivent être explicitement pris en compte lors de la définition de l’empilage et du routage :
- La non-uniformité de la trame de verre introduit une distorsion dimensionnelle localisée et une variation diélectrique qui affectent directement le contrôle d’impédance et l’alignement des motifs à des géométries ultra-fines.
- L’expansion selon l’axe Z s’accumule au fil des cycles de stratification séquentielle, augmentant la contrainte mécanique dans les microvias empilés ou très rapprochés.
- La rugosité de surface du cuivre modifie la largeur effective du conducteur et la définition des bords de ligne lorsque des épaisseurs de cuivre très faibles sont utilisées, augmentant la variabilité de l’impédance et la fidélité de gravure.
Les systèmes de matériaux compatibles Ultra HDI atténuent ces effets grâce à un contrôle plus strict de la fibre de verre, à des valeurs de Tg plus élevées pour réduire les mouvements induits thermiquement, et à des feuilles de cuivre très lisses ou traitées en sens inverse. Ces matériaux définissent les limites atteignables en matière de géométrie et de recalage et doivent donc être sélectionnés avant de finaliser les largeurs de piste, les structures de vias et la stratégie de stratification.
Recalage : gérer l’erreur dimensionnelle cumulative
Le recalage devient un risque majeur de conception dans les routages Ultra HDI en raison de la faible marge de recouvrement entre vias, pastilles et pistes. Chaque étape de stratification et d’imagerie introduit un déplacement dimensionnel, et l’erreur qui en résulte est cumulative plutôt qu’aléatoire. Contrairement au HDI standard, il n’existe souvent pas de marge suffisante pour absorber ces décalages par un agrandissement des pastilles ou une augmentation des espacements.
La précision de positionnement du perçage laser n’élimine pas le risque de recalage, car le placement du perçage suit l’état dimensionnel du matériau au moment du traitement. L’étirement des outillages photo, la relaxation du noyau et l’écoulement de résine contribuent tous au désalignement entre les couches. Lorsque les pastilles de capture et les motifs de piste sont définis à l’échelle du micron, même des procédés de fabrication étroitement maîtrisés peuvent dépasser les tolérances admissibles.
Les concepteurs influencent directement la robustesse du recalage par la structure du routage. Réduire le nombre de cycles de stratification, limiter l’empilement des vias et maintenir un alignement cohérent des motifs critiques entre les couches réduit la sensibilité à la dérive dimensionnelle. Prévoir un espacement réaliste entre structures adjacentes offre une tolérance aux mouvements inévitables des matériaux sans compromettre le rendement.
Limites du masque de soudure et de la finition de surface
Les géométries de pastilles Ultra HDI dépassent fréquemment les limites de résolution des masques de soudure photo-imageables liquides traditionnels. À mesure que les ouvertures de pastilles se réduisent et que les barrages de masque se resserrent, le contrôle de l’épaisseur et la définition des bords deviennent critiques pour le rendement d’assemblage. Une variabilité acceptable à plus grande échelle devient un mécanisme de défaut dominant à pas fin.
Dans de nombreuses applications Ultra HDI, un masque de soudure en film sec est nécessaire pour maintenir une géométrie d’ouverture et un recalage cohérents. Mélanger des pastilles définies par masque de soudure et des pastilles non définies par masque de soudure à pas fin augmente la variabilité du volume de soudure et du comportement de mouillage, et doit être évité sauf validation explicite avec le fabricant et l’assembleur.
Le choix de la finition de surface est soumis à des contraintes similaires. L’uniformité d’épaisseur et la régularité du dépôt ont un impact direct sur la brasabilité et la coplanarité lorsque les pastilles et les pistes sont extrêmement petites. Ces effets se manifestent souvent lors de l’assemblage et de l’inspection, même s’ils trouvent leur origine dans des décisions prises au niveau du routage.
Dans les conceptions Ultra HDI, le choix du masque de soudure, de la finition de surface, des procédés de fabrication et des exigences d’assemblage est étroitement lié. Les choix effectués pendant le routage se répercutent en aval avec peu de possibilités de correction, ce qui rend essentielle une coordination précoce tout au long du flux de fabrication.
Ce que les concepteurs doivent faire différemment
Concevoir avec succès en Ultra HDI exige un changement d’état d’esprit. Impliquez les partenaires de fabrication plus tôt que vous ne le feriez pour du HDI. Demandez comment les motifs sont fabriqués, et pas seulement s’ils respectent les règles. Intégrez des marges partout où le système le permet, même lorsque la pression sur la densité est forte. L’Ultra HDI est une discipline à part entière, avec ses propres bonnes pratiques et ses propres modes de défaillance.
Que vous ayez besoin de concevoir une électronique de puissance fiable ou des systèmes numériques avancés, Altium Develop réunit chaque discipline en une seule force collaborative. Sans silos. Sans limites. C’est l’endroit où ingénieurs, concepteurs et innovateurs travaillent comme un seul homme pour co-créer sans contraintes. Découvrez Altium Develop dès aujourd’hui !
Questions fréquentes
Quelle est la principale différence entre le HDI et l’Ultra HDI ?
L’Ultra HDI va bien au-delà d’une simple réduction des dimensions des motifs HDI : il nécessite des procédés de fabrication, des matériaux et des tolérances entièrement différents. La gravure soustractive traditionnelle, les masques de soudure LPI standard et l’empilement de base des microvias deviennent instables à des géométries ultra-fines. À la place, l’Ultra HDI repose sur des procédés cuivre semi-additifs, un contrôle extrêmement strict du recalage et des matériaux hautement spécialisés pour maintenir des rendements fiables.
Pourquoi une conception peut-elle passer les vérifications DFM tout en échouant en production Ultra HDI ?
Les vérifications DFM confirment qu’une conception respecte les règles minimales autorisées, mais l’Ultra HDI exige de la répétabilité, pas seulement une faisabilité ponctuelle. Des facteurs tels que le mouvement des matériaux, la précision de l’imagerie, la variation d’épaisseur du cuivre, l’uniformité du remplissage des microvias et la dérive cumulative du recalage peuvent faire sortir les motifs des capacités de production stables. Le fait de réussir une vérification DFM ne garantit pas que la conception pourra être fabriquée de manière cohérente sur l’ensemble des panneaux et des lots.
Combien de couches de microvias empilées sont réalistes en Ultra HDI, et quels facteurs influencent leur fiabilité ?
Les conceptions Ultra HDI nécessitent couramment des microvias empilées et remplies de cuivre sur plusieurs couches de buildup, mais la fiabilité chute fortement à mesure que la hauteur de l’empilement augmente. Le rapport d’aspect, la chimie du cuivrage, les cycles thermiques, l’expansion selon l’axe Z et les limites d’inspection influencent tous la tenue dans le temps. La question clé passe de « Peut-on le fabriquer ? » à « Survivra-t-il au refusion et aux conditions réelles d’utilisation ? ». En pratique, réduire la profondeur de l’empilement améliore le rendement, la fiabilité et la stabilité de fabrication dans la production de PCB Ultra HDI, où la complexité des microvias empilées affecte directement la répétabilité du procédé.
Quels matériaux dois-je choisir pour des performances Ultra HDI stables ?
Le choix des matériaux est l’un des principaux déterminants de la réussite en UHDI. Cela inclut des stratifiés avec une trame de verre très étroitement contrôlée, une faible expansion selon l’axe Z, ainsi que des feuilles de cuivre très lisses ou traitées en reverse-treated afin de préserver la fidélité des pistes et l’alignement. Ces matériaux aident à atténuer les variations d’impédance, la rugosité des bords de piste et la dérive dimensionnelle susceptibles de dégrader les rendements à des géométries ultra-fines.
A propos de l'auteur
Related Technical Documentation
Ressources associées
Table des matières
- Points clés
- Comment les fabricants fixent les limites
- Ce que les concepteurs doivent faire différemment
- Questions fréquemment posées
- Quelle est la principale différence entre le HDI et l’Ultra HDI ?
- Pourquoi une conception peut-elle réussir les vérifications DFM tout en échouant en production Ultra HDI ?
- Combien de couches de microvias empilés sont réalistes en Ultra HDI, et quels facteurs influencent leur fiabilité ?
- Quels matériaux dois-je choisir pour obtenir des performances Ultra HDI stables ?
De la conception à la mise sur le marché, sans friction
- Gardez les revues liées à la bonne version
- Réduisez la confusion lors des transferts et les retouches
- Repérez plus tôt les risques liés à l’approvisionnement et à la mise en production
- Travaillez seul, partagez lorsque nécessaire
Commencer
Thank you, you are now subscribed to updates.