











Rigid-Flex Stackupy: gdzie dobre projekty schodzą na złą drogę, zanim jeszcze zacznie się projektowanie układu warstw

At a Glance
Optymalizuj stackupy rigid-flex dzięki wczesnym decyzjom, które zapobiegają awariom. Dowiedz się, jak kleje, strefy przejściowe i wybór płaszczyzn wpływają na niezawodność.







Czy układy warstw w projektach rigid-flex są bardziej skomplikowane niż stack-upy sztywnych płytek? Najczęściej tak. Nawet prosty rigid-flex może być trudniejszy niż złożony projekt HDI.
Projektanci posiadający wiedzę i doświadczenie w projektowaniu sztywnych płytek mogą łatwo założyć, że znane zasady doboru materiałów nadal mają zastosowanie. Albo przynajmniej sprawdzą się na tyle, by przejść przez etap layoutu. Czasami tak jest, a czasami nie. Gdy nie są, konsekwencje ujawniają się dopiero podczas produkcji, a nawet montażu.
W rigid-flex stack-up nie jest czymś, co można dopracować później. To on wyznacza granice niezawodności, uzysku i kosztu na długo przed poprowadzeniem pierwszej ścieżki.
Najważniejsze wnioski
- Stack-up decyduje o powodzeniu projektu, więc należy go określić wcześnie. Układy warstw rigid-flex są bardziej złożone niż w sztywnych płytkach, a stack-up definiuje niezawodność, uzysk i koszt jeszcze przed rozpoczęciem routingu.
- Świadomie wybieraj między materiałami z klejem i bezklejowymi. Warstwy kleju zwiększają zmienność grubości i naprężenia. Materiały bezklejowe są często preferowane w konstrukcjach wielowarstwowych/rigid-flex, przy ciasnych promieniach gięcia, mikrowiach i większym obciążeniu termicznym — kosztem wyższej ceny i czasem dłuższego lead time.
- Zaprojektuj strefę przejścia rigid-to-flex. Jednoznacznie określ jej położenie i rozmiar w uwagach produkcyjnych oraz unikaj gwałtownych zmian liczby warstw i ilości miedzi. Awarie często pojawiają się później (pękanie, delaminacja, zmęczenie miedzi), dlatego warto wcześnie skonsultować się z producentem.
- Przemyśl na nowo warstwy plane w części elastycznej. Pełne plane’y utrudniają zginanie i przyspieszają zmęczenie materiału. W razie potrzeby stosuj siatkowanie, segmentację lub częściowe plane’y, równoważąc wymagania elektryczne (impedancja/ścieżki powrotne) z niezawodnością mechaniczną, najlepiej podczas wczesnych przeglądów stack-upu z producentem.
Klej czy bez kleju
Wielu projektantów nie dokonuje świadomego wyboru między konstrukcjami flex opartymi na kleju a bezklejowymi. Często wynika to z domyślnego stack-upu, starszej specyfikacji albo z tego, co zastosowano poprzednio.
Na rysunku obie opcje wyglądają podobnie. W produkcji zachowują się jednak zupełnie inaczej.
Warstwy kleju wprowadzają zmienność. Przemieszczają się pod wpływem temperatury. Dodają grubość, która nie zawsze jest idealnie równomierna, a w zastosowaniach dynamicznego zginania ta dodatkowa grubość może negatywnie wpływać na długoterminową elastyczność projektu. Nic z tego nie uniemożliwia produkcji, ale wpływa na końcowe zastosowanie i sprawia, że producenci mają mniejszy margines procesu, szczególnie gdy rośnie liczba warstw lub maleją wymiary struktur.
Poniżej znajduje się typowy komentarz producentów podczas przeglądu projektu:
Gdy widzimy ciasne tolerancje pozycjonowania, spiętrzone przelotki i flex oparty na kleju, od razu wiemy, gdzie pojawią się naprężenia. Możemy to wyprodukować, ale czasem niewielkie zmiany w stosie materiałowym mają ogromny wpływ na uzysk i niezawodność.
Konstrukcje bezklejowe są często zalecane w wielowarstwowych flexach, a szczególnie w konstrukcjach rigid-flex. Zapewniają lepszą kontrolę grubości i, co równie ważne, bardziej stabilne zachowanie w osi Z. Dlatego są powszechne w projektach z mikrowiami, bardziej wymagającymi promieniami gięcia lub większym obciążeniem termicznym podczas montażu.
Dlaczego więc nie wszystkie projekty rigid-flex wykorzystują materiały bezklejowe? Są zalecane, ale kompromisem jest koszt i czasem dłuższy lead time.
Nie chodzi o to, że jedno podejście jest zawsze lepsze. Chodzi o to, że ta decyzja kształtuje wszystko, co następuje później. Gdy layout już się rozpocznie, zmiana staje się mało prawdopodobna, nawet jeśli problemy zaczną ujawniać się dopiero później.
Strefy przejściowe
Projektanci zwykle myślą kategoriami obszarów sztywnych i elastycznych. Producenci natomiast skupiają się na przestrzeni pomiędzy nimi.
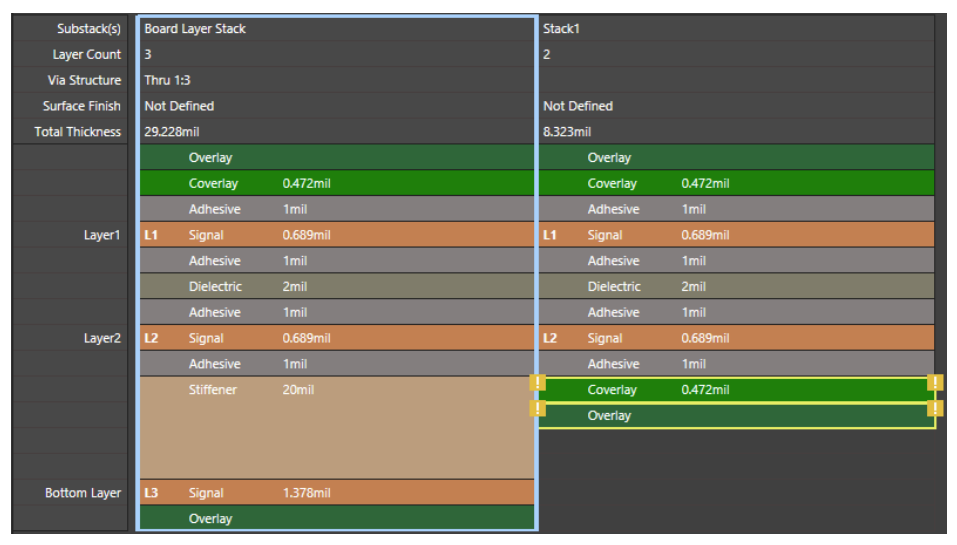
Ta strefa przejścia rigid-to-flex to zazwyczaj miejsce koncentracji naprężeń. To również obszar, w którym zderzają się założenia dotyczące stack-upu. Warto zauważyć, że w typowej definicji stosu warstw w CAD nie ma jawnej definicji „strefy przejściowej” (patrz poniżej), dlatego jej położenie i rozmiar muszą zostać określone w uwagach produkcyjnych.
Na przykład należy unikać gwałtownych zmian liczby warstw, warstw plane kończących się nagle czy rozkładów miedzi, które w CAD wyglądają na zrównoważone, ale po laminacji zachowują się zupełnie inaczej. To nie są rzadkie przypadki. To codzienność. I zwykle nie zawodzą w oczywisty sposób.
Jeden z producentów ujął to tak:
Większość problemów w strefie przejściowej nie ujawnia się elektrycznie. Później widzimy pękanie, delaminację albo zmęczenie miedzi. Gdy staje się to widoczne, stack-up zdążył już wyrządzić szkody.
To właśnie sprawia, że ten obszar jest tak trudny. Nie zawsze da się wychwycić te problemy za pomocą DRC. Często ujawniają się dopiero podczas depanelizacji, montażu albo po zainstalowaniu produktu i jego zginaniu w warunkach pracy.
Zawsze warto skonsultować z producentem najlepsze praktyki dotyczące stref przejściowych. Nawet przy stosowaniu „najlepszych praktyk branżowych” producenci nierzadko sugerują drobne korekty, które pomagają dopasować projekt do parametrów ich konkretnego procesu.
Warstwy plane w części elastycznej
Pełne plane’y są znane z tego, że rozwiązują realne problemy w sztywnych płytkach, i projektanci nie bez powodu im ufają. Projektowanie rigid-flex zmienia jednak zasady gry.
Dlaczego? Pełne plane’y miedziane stawiają opór przy zginaniu. Z czasem koncentrują naprężenia i przyspieszają zmęczenie miedzi. Nawet w zastosowaniach statycznych zwiększają sztywność i podnoszą ryzyko pękania podczas manipulacji lub montażu.
Siatkowanie miedzi, segmentacja miedzi lub częściowe plane’y mogą pomóc, ale nie są uniwersalnym rozwiązaniem. Każda z tych opcji wprowadza kompromisy elektryczne, które trzeba rozważyć świadomie, a nie stosować domyślnie.
To kolejny moment, w którym wczesna rozmowa z producentem ma duże znaczenie. Gdy projektanci wyjaśnią, które obszary rzeczywiście wymagają kontrolowanej impedancji lub czystych ścieżek powrotnych, producenci często mogą zaproponować konstrukcje chroniące zarówno parametry elektryczne, jak i niezawodność mechaniczną. Gdy taka rozmowa odbywa się zbyt późno, wszyscy są zmuszeni do kompromisów.
Dlaczego producenci nalegają na wczesne przeglądy stack-upu
We wszystkich trzech opisanych obszarach wciąż pojawia się ta sama konsekwencja. Gdy rozpoczyna się routing, liczba dostępnych opcji szybko maleje.
Starszy inżynier procesu, z którym kiedyś pracowałem, powiedział mi:
Jeśli przejrzymy stack-up odpowiednio wcześnie, zwykle możemy go uprościć, poprawić uzysk i uniknąć niespodzianek. Po rozpoczęciu layoutu głównie zarządzamy już ryzykiem.
Ten komentarz zapadł mi w pamięć i wielokrotnie znajdował potwierdzenie w praktyce.
Wczesne przeglądy stack-upu to moment, w którym przyzwyczajenia z projektowania sztywnych płytek zostają zakwestionowane, a specyficzne wymagania flex zaczynają być wyraźnie widoczne. Choć ten pierwszy krok bywa często pomijany, to właśnie wtedy wiele projektów rigid-flex staje się prostszych, cieńszych i bardziej niezawodnych.
Końcowe przemyślenia
Projekty rigid-flex wymagają innego sposobu myślenia. Wybór kleju, planowanie stref przejściowych i strategia dla warstw plane nie są kwestiami drugorzędnymi. To fundament projektu.
Projektanci, którzy wcześnie angażują producenta w rozmowę na etapie projektowania, zwykle napotykają mniej niespodzianek podczas produkcji. Celem zawsze jest niezawodny produkt, a płynne przejście od projektu przez produkcję do procesu montażu to bardzo dobry początek.
Niezależnie od tego, czy tworzysz niezawodną elektronikę mocy, czy zaawansowane systemy cyfrowe, Altium Develop łączy wszystkie dyscypliny w jedną współpracującą całość. Bez silosów. Bez ograniczeń. To miejsce, w którym inżynierowie, projektanci i innowatorzy działają razem, współtworząc bez barier. Wypróbuj Altium Develop już dziś!
Często zadawane pytania
Dlaczego stack-upy PCB rigid-flex są bardziej złożone niż standardowe stack-upy sztywnych płytek?
Stack-upy rigid-flex łączą materiały o całkowicie odmiennych właściwościach mechanicznych, co oznacza, że układ warstw musi uwzględniać zginanie, cykle termiczne, przemieszczanie się kleju oraz naprężenia w strefie przejściowej. W przeciwieństwie do sztywnych płytek stack-upu nie da się później łatwo dopracować. Jego wczesne zdefiniowanie bezpośrednio wpływa na niezawodność, możliwość produkcji i długoterminową trwałość.
Czy w projektach rigid-flex powinienem wybrać materiały z klejem czy bezklejowe?
Materiały bezklejowe są generalnie zalecane do wielowarstwowych flexów, mikrowii, mniejszych promieni gięcia i montażu w wysokiej temperaturze, ponieważ zapewniają lepszą kontrolę grubości i bardziej stabilne zachowanie w osi Z. Materiały oparte na kleju są tańsze, ale wprowadzają większą zmienność, zwiększają grubość i podnoszą ryzyko zmęczenia miedzi w obszarach dynamicznego zginania. Wybór powinien być świadomy, a nie oparty na domyślnym stack-upie lub starszych specyfikacjach.
Co powoduje awarie w strefach przejścia rigid-to-flex?
Większość awarii wynika z tego, że strefy przejściowe koncentrują naprężenia mechaniczne i termiczne. Gwałtowne zmiany liczby warstw, pełne plane’y kończące się nagle lub nierównomierny rozkład miedzi mogą prowadzić do pękania, delaminacji i zmęczenia miedzi. Problemy te często nie są widoczne w DRC; zwykle ujawniają się podczas montażu, depanelizacji albo zginania produktu w warunkach pracy. Jasne uwagi produkcyjne i wczesny przegląd z producentem pomagają im zapobiegać.
Dlaczego producenci zalecają ograniczanie pełnych plane’ów miedzianych w obszarach elastycznych?
Pełne plane’y stawiają opór przy zginaniu i tworzą sztywne „punkty zawiasowe”, które z czasem przyspieszają zmęczenie miedzi. Może to prowadzić do pęknięć lub problemów z długoterminową niezawodnością. W obszarach elastycznych często stosuje się zamiast nich siatkowane, segmentowane lub częściowe plane’y, aby zrównoważyć parametry elektryczne z elastycznością mechaniczną. Wybór właściwej strategii wymaga wczesnej rozmowy z producentem, aby później uniknąć niepotrzebnych kompromisów.
About Author
Powiązane zasoby
Related Technical Documentation
Spis treści
- Najważniejsze wnioski
- Materiały z klejem a bezklejowe
- Strefy przejściowe
- Warstwy plane w obwodach flex
- Dlaczego producenci nalegają na wczesny przegląd stackupu
- Końcowe przemyślenia
- Najczęściej zadawane pytania
- Dlaczego stackupy PCB rigid-flex są bardziej złożone niż stackupy standardowych płytek sztywnych?
- Czy w projektach rigid-flex wybrać materiały z klejem czy bezklejowe?
- Co powoduje awarie w strefach przejścia między częścią sztywną a elastyczną?
- Dlaczego producenci zalecają ograniczanie pełnych pól miedzi w obszarach flex?
Od projektu do wydania, bez zbędnych przeszkód
- Powiąż przeglądy z właściwą wersją
- Ogranicz niejasności przy przekazywaniu i konieczność poprawek
- Wcześniej wykrywaj ryzyko związane z zaopatrzeniem i wydaniem
- Pracuj samodzielnie, udostępniaj w razie potrzeby
Rozpocznij
Thank you, you are now subscribed to updates.