






Избегание дорогостоящих задержек: основные советы для дизайнеров печатных плат







Вы когда-нибудь сталкивались с разочарованием, когда ваш заказ на изготовление печатной платы останавливался изготовителем? Это распространенная проблема, с которой сталкиваются многие разработчики печатных плат, особенно при работе с новыми гибкими схемами или жестко-гибкими конструкциями. Когда заказ размещен, ожидание бесперебойного производственного процесса может быстро нарушиться из-за неожиданной остановки, часто вызванной инженерными вопросами или уточнениями. Эти задержки не просто незначительные неудобства — они могут привести к значительным задержкам в графике вашего проекта, нарушая расписания, увеличивая затраты и осложняя отношения с клиентами или заинтересованными сторонами.
Задержки в изготовлении печатных плат часто можно предотвратить и они возникают из-за проблем в предоставленном пакете данных. Отсутствие или неполная информация, несоответствия и упущенные детали часто нарушают производство, приводя к задержкам. Определив и устранив эти распространенные ошибки заранее, вы можете оптимизировать свой процесс и повысить успех ваших проектов по печатным платам.
Документация: Корень многих задержек
Часто более 60% новых проектов оказываются "на паузе" для уточнения, когда изготовитель настраивает оборудование и процесс производства. Этот процент может быть даже выше для гибких и жестко-гибких конструкций. Хорошие новости? Большинство этих проблем можно предотвратить. Перед отправкой заказа внимательно проверьте весь пакет документации и требования к заказу на покупку. Удвойте проверку, что все включено и точно.
Ключевые аспекты, на которые следует обратить внимание
- Таблицы сверления: Таблица сверления указывает конкретные размеры, количество и расположение отверстий, необходимых в вашей печатной плате. Несоответствие между таблицей сверления и предоставленными файлами сверления является одной из самых распространенных причин, по которой проект может быть приостановлен. Это расхождение указывает на то, что чертеж изготовления и фактические данные проекта могут не совпадать, заставляя изготовителя остановить процесс для уточнения. Это может задержать процесс CAM (компьютерное производство) с самого начала, ненужно удлиняя сроки вашего проекта.
- Структура слоев: Информация о структуре слоев содержит данные о расположении различных слоев на вашей печатной плате, включая используемые материалы и их соответствующие толщины. Точные данные о структуре слоев необходимы для достижения правильного импеданса и обеспечения ожидаемой работы платы.
- Таблицы импедансов: Контроль импеданса критически важен для высокоскоростных схем, и любые ошибки в таблице импедансов могут привести к тому, что платы не соответствуют требуемым электрическим характеристикам. Важно проверить, соответствуют ли указанные значения импеданса фактическому дизайну и все ли необходимые расчеты выполнены правильно. Любое несоответствие здесь может привести к продукту, который не соответствует вашим электрическим спецификациям, что потребует доработки или, что хуже, полного перепроектирования.
- Размеры печатной платы: Общие размеры печатной платы, включая допуски по краям и расположение критически важных элементов, должны быть точно задокументированы. Любое отклонение между чертежом и фактическими данными дизайна может вызвать значительные проблемы на этапе производства. Например, неправильные размеры могут привести к тому, что печатная плата не будет правильно устанавливаться в предназначенный для нее корпус или не будет соответствовать другим компонентам, что приведет к дорогостоящим изменениям или списанию плат.


Перед отправкой чертежа на изготовление тщательно проверьте все примечания, размеры и детали, чтобы убедиться в их точности и соответствии последней редакции дизайна. Подтвердите, что набор данных полный, включая слои схем, файлы сверления, маски пайки, легенды, нетлисты, инструкции по массивам и чертежи, и соответствует правильной редакции. Распространенная ошибка — отправка устаревших файлов сверления при использовании обновленных слоев схемы — может вызвать значительные задержки. Дважды проверив на согласованность и полноту, вы можете избежать дорогостоящих задержек и ускорить процесс изготовления.
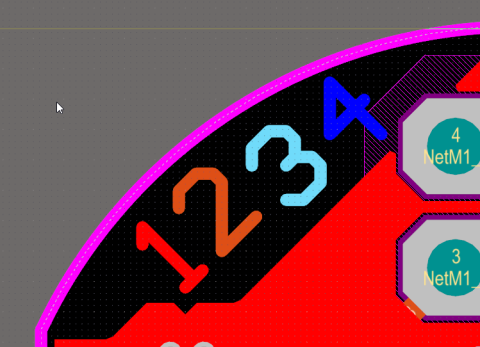
Пример: Кольцевой зазор и расстояние от сверления до меди в NFP
Распространенный пример, когда размеры элементов могут влиять на качество, стоимость и сроки поставки, — это размер кольцевого зазора и расстояние от сверления до меди, в частности, когда речь идет о нефункциональных площадках (NFP). Гибкие материалы сложнее в работе, чем жесткие, что затрудняет поддержание регистрации внутренних слоев. По возможности проектируйте более крупные кольцевые зазоры в ваших гибких слоях, чтобы преодолеть эти трудности. Для конструкций, требующих нескольких циклов ламинации, увеличение кольцевого зазора после первого цикла может повысить надежность.
Кроме того, сопротивляйтесь искушению удалять нерабочие площадки при прокладке дорожек. Эти площадки служат безопасным расстоянием между сверлением и проводником. Их удаление может снизить надежность вашей печатной платы и нарушить руководящие принципы IPC.
Вот пример того, что может пойти не так, если вы удалите нерабочие площадки:
- Технические характеристики дизайна: сверление до меди .008".
- Допустимое касание: кольцо шириной .005" позволяет сверлению до меди быть .003" до травления.
- Травление: Удаляет .0015", уменьшая расстояние между медным покрытием и проводником до .0015".
- Миграция CAF: Может добавить до .001" роста, оставляя всего .0005" между ними.
- Требования IPC-2221/2222: Минимальное расстояние .002" необходимо для 0-50 вольт в готовом продукте.
В худшем случае отверстие с металлизацией может превысить свой бюджет пространства на .0015". Хотя это может быть приемлемо для продуктов класса 2, это представляет значительный риск для продуктов класса 3 и надежности в эксплуатации.
Уделяя пристальное внимание вашей документации, набору данных для изготовления и ключевым деталям дизайна, таким как кольцевой зазор и расстояние от сверления до меди, вы можете избежать ненужных задержек и гарантировать, что ваша конструкция печатной платы соответствует всем требованиям. Принятие этих мер не только сэкономит ваше время и избавит от разочарований, но также приведет к более надежному конечному продукту.
Об авторе
Related Technical Documentation
Связанные ресурсы
Оглавление
От проектирования до выпуска — без лишних сложностей
- Привязывайте проверки к правильной версии
- Снижайте путаницу при передаче и объем доработок
- Раньше выявляйте риски, связанные с поставками и выпуском
- Работайте самостоятельно, делитесь при необходимости
Начать
Thank you, you are now subscribed to updates.

