



Overcoming Single Source Risks in Medical Device Manufacturing

At a Glance
Medical devices face single-source risks in their supply chains. Procurement managers and electrical engineers can address these risks, but it requires looking throughout the medical electronics supply chain.







There are significant risks associated with single sourcing in medical device manufacturing. Key risks include supply chain disruptions, vulnerability to global events, quality control issues, regulatory compliance challenges, increased costs and delays, and dependency on a single supplier.
Strategies to minimise these risks underscore the importance of diversifying vendors, addressing sourcing leaks, managing product quality, evaluating and selecting suppliers, assessing risks regularly, establishing alternative sourcing options, operating multiple manufacturing plants, implementing strict quality controls, maintaining regulatory compliance, and creating a ‘no sole-source’ policy.
There are various studies and reports on this topic, including one stating that disruptions from a shock in one of these categories occur on average every 3.7 years, potentially causing some MedTech companies to lose approximately 38% of one year’s earnings within a ten-year period.
This article stresses the need for companies to consider these potential risks and ensure you have robust risk mitigation strategies in place, tailored to your specific needs and circumstances.
Single Source = Higher Risk
Single sourcing in medical device manufacturing can pose several risks. Here are some key reasons why companies should avoid it and the potential risks associated with such strategies:

Supply Chain Disruptions: Single-source suppliers can face stock limitations or even run out of stock, leaving medical manufacturers without alternative resources. This lack of flexibility during a crisis can be costly, sometimes resulting in exorbitant shipping expenses, increased material costs, or even a loss of business that can’t be recouped.
Vulnerability to Global Events: Single sourcing can make a company vulnerable to global events such as natural disasters, political instability, or pandemics. Damage to a manufacturing plant can delay production for valuable days or weeks. For instance, the COVID-19 pandemic exposed vulnerabilities in the supply chains of many MedTech companies.
Dependency: Single sourcing can lead to a high level of dependency on one supplier. If that supplier faces any issues, it can have a direct impact on the company’s ability to manufacture and deliver its products.
Quality Control: Relying on a single source can also pose risks to the quality of the products. If the single source fails to meet the required quality standards, it can lead to significant issues, including product recalls.
Regulatory Compliance: Single sourcing can also pose risks to regulatory compliance. If the single source fails to comply with regulatory standards, it can lead to legal issues and damage to the company’s reputation.
Increased Costs and Delays: Using multiple suppliers can lead to increased costs and delays in a sourcing project. However, these drawbacks are often short term, overstated, and outweighed by the benefits of risk diversification and improved supply chain resilience. The increased costs and delays are more likely to occur if a single-source supplier fails without notice. It is the subsequent resource allocation needed to solve the failure, as well as the poor negotiating position with new suppliers that leads to these outcomes of increased costs and delays.
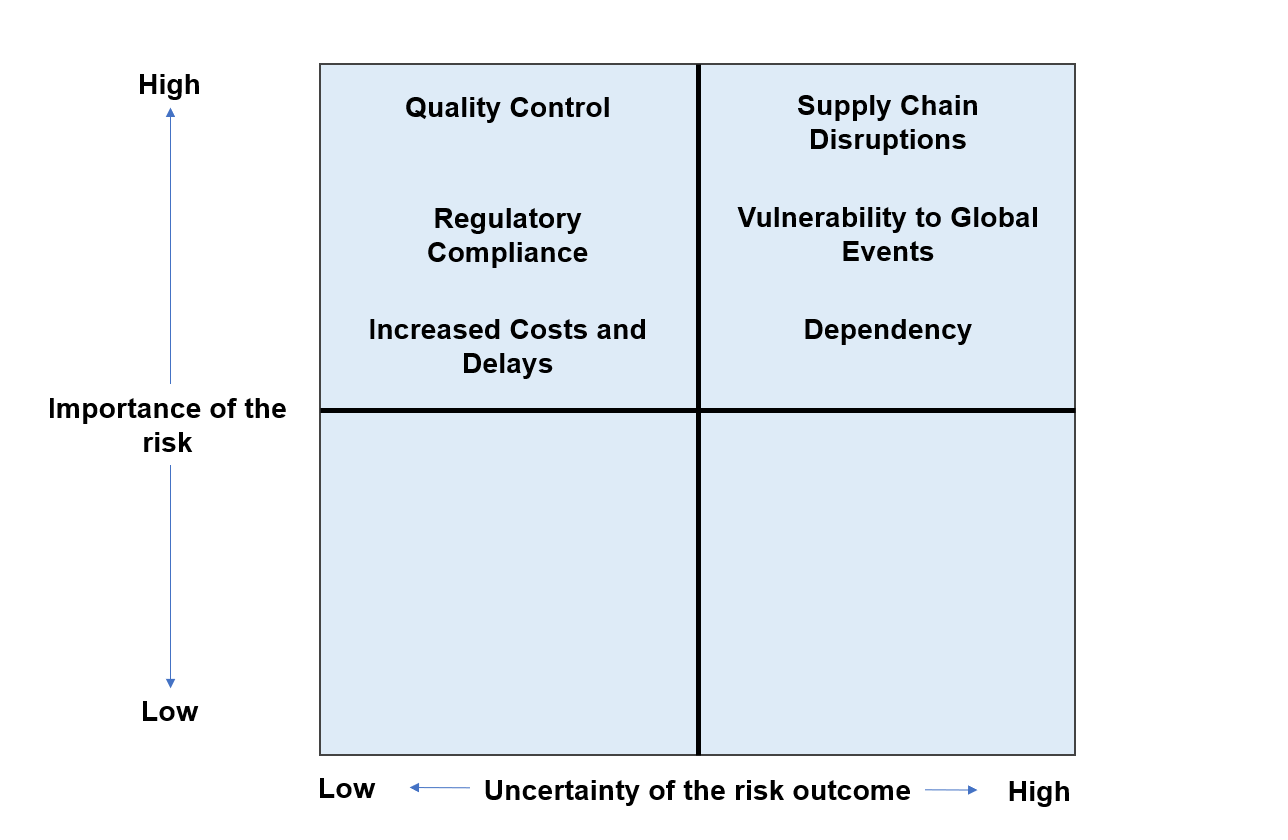
These risks can be mapped out in a 2x2 risk matrix with the dimensions of Importance and Uncertainty (figure 1). Importance refers to the significance of the risk, while Uncertainty refers to the unpredictability of the risk outcome in medical device manufacturing. By plotting these out, we see all these risks are important, and there is differentiation in the outcome of the risk. Where we have more certainty in risk outcomes, we can take more definitive actions.
Figure 1: Risk matrix for single sourcing in medical device manufacturing
According to a report by McKinsey, disruptions from a shock in one of these categories is frequent, and that on average, a shock lasting more than two months occurs every 3.7 years. The research further estimated that within a ten-year period, shocks could cause some MedTech companies to lose approximately 38 percent of one year’s earnings. (https://www.mckinsey.com/capabilities/operations/our-insights/the-resilience-imperative-for-medtech-supply-chains)
Therefore, while single sourcing might seem like a convenient strategy, it’s essential for companies to consider the potential risks and ensure they have robust risk mitigation strategies in place.
Diversify Sourcing
In the realm of medical device manufacturing, the mitigation of single source risks is a paramount aspect of supply chain management. The following strategies can be employed by companies to effectively address these risks:
Diversification of Vendors: It’s crucial to avoid dependence on vendors from a single geographical area or those sourcing from the same origin. By fostering relationships with vendors from diverse regions and with alternative sources, companies can buffer against regional or national disruptions. A study by the Business Continuity Institute found that 70% of companies have experienced at least one supply chain disruption due to geographical concentration of suppliers. (https://www.thebci.org/static/e02a3e5f-82e5-4ff1-b8bc61de9657e9c8/BCI-0007h-Supply-Chain-Resilience-ReportLow-Singles.pdf )
Addressing Sourcing Leaks: Risks can emanate from various aspects, including the mode of transportation, handling of supplies, and the country of origin. Gaining visibility into these sourcing leaks can aid in their measurement and improvement. According to a survey by Deloitte, 85% of global supply chains experienced at least one disruption in the past 12 months due to weak links in their supply chains. (https://www2.deloitte.com/content/dam/Deloitte/global/Documents/Governance-Risk-Compliance/dttl-grc-supplychainresilience-riskintelligentapproachtomanagingglobalsupplychains.pdf )
Product Quality Management: The repercussions of a quality failure from an international source are significantly more severe than from a domestic source. Rigorous supplier pre-qualification and agreeing on detailed product specifications with suppliers can help manage product quality. The FDA reports that product quality issues account for 40% of all medical device recalls. (https://www.ncbi.nlm.nih.gov/pmc/articles/PMC10204764/)
Supplier Evaluation and Selection: The development of a robust evaluation framework that considers factors like financial stability, reputation, infrastructure, and quality control is essential. Conducting thorough supplier audits and due diligence can verify the credibility of potential partners. A study by McKinsey found that companies that regularly audit their suppliers can reduce their risk of supplier failure by up to 50%. (https://www.mckinsey.com/capabilities/operations/our-insights/risk-resilience-and-rebalancing-in-global-value-chains )
Risk Assessment: The assessment and mitigation of various risks, including economic, political, and logistical, are essential to safeguard your supply chain. According to a report by the Business Continuity Institute, 29% of businesses experienced significant disruption to their supply chain due to extreme weather events, highlighting the importance of risk assessment. (https://www.thebci.org/static/e02a3e5f-82e5-4ff1-b8bc61de9657e9c8/BCI-0007h-Supply-Chain-Resilience-ReportLow-Singles.pdf )

Alternative Sourcing Options: Establishing alternative sourcing options can help address these risks. This involves identifying and solving supply-chain vulnerabilities and risk exposures by creating effective mitigation and business-continuity plans. According to a survey by Gartner, 87% of supply chain leaders plan to invest in supply chain resiliency within the next two years. (https://www.gartner.com/en/newsroom/2021-02-10-gartner-survey-finds-87-of-supply-chain-professionals-plan-to-invest-in-resilience-within-the-next-2-years )
Multiple Manufacturing Plants: Best risk mitigation practices suggest that manufacturers must use multiple plants in different locations to allow for uninterrupted production and continuance in times of crisis. According to a report by PwC, companies with multi-location manufacturing have a 30% higher chance of surviving a supply chain disruption. (https://www.pwc.com/gx/en/asia-pacific/supply-chain/2023-apec-tl-global-supply-chains-the-race-to-rebalance.pdf )
Quality Control: A Contract Manufacturer implements strict Quality Controls that conform to State and Federal requirements. The contract manufacturer must possess complete knowledge of producing quality materials for various industries. According to the FDA, contract manufacturers are responsible for 15% of all medical device recalls. (https://www.medicaldesignandoutsourcing.com/da-medical-device-recalls-decrease-data-analysis-fiscal-2021/ )
Regulatory Compliance: High-quality assurance means production will consistently maintain regulatory compliance. Key industry certifications such as ISO 13485 and FDA 21 CRF 820 assures regulators of stringent quality practices. The FDA reports that 31% of all medical device recalls are due to non-compliance with regulations. (https://www.ncbi.nlm.nih.gov/pmc/articles/PMC8103223/ )
No Sole-Source Policy: Creating a ‘no sole-source’ policy can help mitigate the risks of sole-source suppliers. This involves creating a database of the company’s sole-source suppliers to establish the extent of the problem. According to a survey by Gartner, 35% of companies have experienced a disruption due to a single-source supplier. (https://www.gartner.com/en/supply-chain/topics/supply-chain-risk-management)
By implementing these strategies, companies can effectively mitigate single source risks associated with medical device manufacturing. However, it’s important to note that each company’s situation is unique, and strategies should be tailored to fit specific needs and circumstances.
Remember, the key to successful risk mitigation is a proactive and comprehensive approach.

About Author
Related Technical Documentation
Table of Contents
Design to Release, Without the Friction
- Keep reviews tied to the right version
- Reduce handoff confusion and rework
- Spot sourcing and release risk earlier
- Work solo, share when needed
Get Started
Thank you, you are now subscribed to updates.

