









Come abbinare i tipi di via PCB al passo BGA

At a Glance
I package BGA sono disponibili con diversi valori di passo, ciascuno dei quali richiede una dimensione specifica delle via per il fanout routing sul PCB.







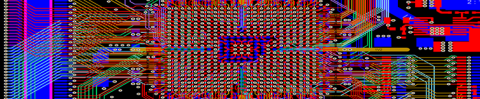
Il componente principale che tende a guidare la progettazione dello stackup nei PCB ad alta densità è il BGA. In particolare, il pitch del BGA sarà un fattore determinante per stabilire come progettare lo stackup e quali span di via utilizzare per il routing. A causa del pitch delle sfere in un package BGA, esisterà un limite superiore alla dimensione dei via e dei pad che possono essere utilizzati per il fanout routing. Questo determinerà anche se sarà necessario usare il via-in-pad per completare il fanout.
Ho già trattato questo argomento in altri contesti, in particolare in termini di progettazione del footprint e di selezione della larghezza delle tracce, ma ciò si applicava solo ai fanout dog-bone e ai package con pitch delle sfere ampio. In questo articolo approfondiremo l’argomento esaminando una gamma di valori di pitch e le dimensioni di foro/pad dei via che possono essere accommodate. Dalla discussione vedremo che questo è un fattore chiave nella progettazione dello stackup e può determinare se sia possibile usare una costruzione standard, una costruzione con sub-lamination o una costruzione HDI.
Come lo stackup del PCB e il BGA determinano i via di fanout
I package BGA di grandi dimensioni sono molto spesso il componente principale che determina le dimensioni consentite dei via, perché i via saranno necessari per il fanout routing. I segnali non riusciranno a raggiungere le file interne di pin del package senza questi via, quindi questi via devono rientrare nella regione del footprint del BGA. Quando si dimensionano i via e si determina il tipo di stackup, occorre bilanciare due fattori:
- Distanza di isolamento tra i pad del BGA e i pad dei via
- Rapporto d’aspetto consentito per i via in base al diametro di foratura
Si tratta sempre di un’ottimizzazione complessa, perché una distanza di isolamento minore richiederà un diametro di foratura più piccolo per consentire un pad del via e un anello anulare più piccoli. Tuttavia, diametri di foratura passante più piccoli possono essere vietati in base al peso del rame e allo spessore della scheda, e questo impone l’uso di uno stackup con sub-lamination o laminazione sequenziale.
Per determinare il tipo di costruzione corretto, ed eventualmente evitare una costosa costruzione HDI, seguo il seguente processo per determinare la dimensione appropriata del via, lo span del via e il tipo di costruzione:
- Determinare la dimensione del pad BGA necessaria in assemblaggio in base a un valore preferito di peso del rame.
- Determinare le dimensioni massime consentite dei pad nelle opzioni di fanout dog-bone e via-in-pad per i via passanti.
- Determinare il diametro massimo di foratura per ciascuna opzione di fanout in base ai requisiti dell’anello anulare.
- Confrontare il diametro di foratura consentito con lo spessore della scheda proposto e determinare se il rapporto d’aspetto è fabbricabile.
- Se il via rientra nei limiti del rapporto d’aspetto per i fori passanti, allora questo progetto iniziale è accettabile.
- Se il rapporto d’aspetto ipotizzando fori passanti è troppo elevato, allora considerare una costruzione con sub-lamination o una costruzione HDI.
- Se il diametro di foratura richiesto è inferiore a 6 mil (0,15 mm), allora è necessaria una costruzione HDI.
- Nel punto 4b, se viene selezionata una costruzione con sub-lamination con blind via, determinare il peso finale del rame dopo la placcatura e verificare che le distanze di isolamento nel BGA siano ancora sufficienti.
Esempi di dimensionamento dei via con due package BGA
Consideriamo gli esempi mostrati in questa sezione. Esaminerò due componenti: un package con pitch di 0,8 mm e un package con pitch di 0,5 mm. Il package con pitch di 0,8 mm è molto vicino a quello con pitch di 1,0 mm e in entrambi i dispositivi si utilizzano pratiche molto simili.
Esempio 1: package BGA da 0,8 mm
Per prima cosa, osserviamo il dispositivo con pitch di 0,8 mm mostrato di seguito. Questo BGA presenta una distanza di X mm/Y mil tra i bordi dei pad lungo la direzione diagonale.

Questi via di grandi dimensioni possono essere utilizzati in un fanout dog-bone con un BGA da 0,8 mm di pitch, ma in genere si potrebbero usare via più piccoli.
Se partiamo da un limite di distanza di isolamento di 0,1 mm/4 mil, potremmo inserire tra i pad le seguenti dimensioni di pad e foro del via per un fanout dog-bone o un fanout via-in-pad:
- Fanout dog-bone:
- Dimensione massima del pad del via: 20,8 mil
- Dimensione massima del foro del via: 12,8 mil per Classe 2 o 10,8 mil per Classe 3
- Fanout via-in-pad:
- Dimensione massima del pad del via: 27,6 mil
- Dimensione massima del foro del via: 19,6 mil per Classe 2 o 17,6 mil per Classe 3
Con queste dimensioni massime del foro per la conformità alla Classe 2 o Classe 3 (la Classe 3 presuppone il massimo livello di producibilità IPC), il rapporto d’aspetto massimo consentito secondo le linee guida di un produttore sarebbe tipicamente 10:1 o forse 12:1. I fori passanti sarebbero accettabili per spessori della scheda fino ad almeno 3 mm nella maggior parte delle fabbriche di PCB.
E se avessimo una scheda più spessa di così? In tal caso, dovremmo usare una costruzione con sub-lamination con blind via forati meccanicamente, oppure una costruzione HDI con via forati al laser. Si noti che questo vale indipendentemente dal numero di layer. In effetti, il numero totale di layer non ha nulla a che vedere con la scelta tra HDI o sub-lamination, a parte i fattori di affidabilità nell’impilamento di blind e buried microvias.
Esempio 2: package BGA da 0,5 mm
Consideriamo ora un package BGA con pitch di 0,5 mm. In questo package non è possibile usare un fanout dog-bone, quindi è necessario usare il via-in-pad per gestire la minore spaziatura tra i pad nel footprint del BGA, assumendo capacità di fabbricazione standard. Questo pitch richiede anche l’uso di microvia per effettuare il routing nella regione di fanout.

Via con pad da 10 mil/foro da 5 mil in configurazione di fanout dog-bone in una matrice di pad con pitch di 0,5 mm.
Se utilizziamo lo stesso limite di distanza di isolamento di 0,1 mm/4 mil, la dimensione massima del pad del via che potremmo inserire in un fanout dog-bone è di 10 mil. Questo escluderebbe l’uso della foratura meccanica, a meno che non si usino landless vias, che rappresentano un processo più complesso non disponibile presso la maggior parte dei produttori.
Potremmo usare il via-in-pad con foratura meccanica, ma la stessa distanza di isolamento consente un diametro del pad del via di 15,5 mil, permettendo un foro del via da 7,5 mil per ottenere la conformità alla Classe 2 (supponendo che il vostro produttore operi al massimo livello di producibilità IPC). Questo potrebbe consentire un rapporto d’aspetto maggiore, da 8:1 a 10:1, a seconda della classe di prodotto IPC e delle capacità del produttore. Questo potrebbe consentire la fabbricazione con fori passanti, oppure potrebbe consentire
Più probabilmente, si ricorrerà a via forati al laser in configurazione dog-bone o via-in-pad. Per ragioni di affidabilità, si sceglierebbe il dog-bone con microvia invece del via-in-pad, ma in linea di principio entrambi potrebbero essere usati per fabbricare microvia forati al laser.
- Foratura meccanica in fanout dog-bone: non possibile
- Foratura meccanica in fanout via-in-pad:
- Dimensione massima del pad del via: 15,5 mil
- Dimensione massima del foro del via: 8 mil per Classe 2 o 6 mil per Classe 3
- Foratura laser in fanout dog-bone:
- Dimensione massima del pad del via: 10 mil
- Dimensione massima del foro del via: dipende dalla profondità di foratura, la classe di prodotto IPC dipende dalle capacità del produttore
- Foratura laser in fanout via-in-pad:
- Dimensione massima del pad del via: 15,5 mil
- Dimensione massima del foro del via: dipende dalla profondità di foratura, Classe 2 o Classe 3 ottenibili
Ulteriori considerazioni sul via-in-pad nell’Esempio 1
Nell’Esempio 1, in genere si preferisce il fanout dog-bone come base per determinare la dimensione massima del via. Questo perché il via-in-pad in genere non offre un vantaggio in questo caso e introduce invece potenziali problemi di affidabilità. Sebbene consenta l’uso di un diametro maggiore del pad del via e del foro, ciò è utile solo dal punto di vista della gestione di un PCB più spesso. PCB più spessi, con un rapporto d’aspetto fisso, richiederebbero diametri di foratura maggiori. Se si usasse il via-in-pad, il diametro massimo teorico del pad del via sarebbe 0,7 mm/27,6 mil dopo aver considerato la distanza di isolamento. Questo consentirebbe un diametro di foro maggiore, ma il caso in cui ciò sia realmente necessario non è comune.
Inoltre, l’uso di diametri di via così grandi con il via-in-pad richiederebbe la rimozione di tutti i pad non funzionali sui layer interni per lasciare spazio al routing di due file di pin BGA per layer. In altre parole, usare questi via di grandi dimensioni in via-in-pad raddoppierebbe il numero di layer necessari per il fanout del BGA. Per questo motivo, in genere si preferiscono via un po’ più piccoli con fanout dog-bone standard.
Valori di pitch BGA intermedi
C’è un aspetto importante da considerare, in particolare quando osserviamo valori di pitch intermedi tra 0,5 mm e 0,8 mm. In questo intervallo di pitch, è concepibile che qualsiasi tipo di via possa essere accettabile per il fanout del BGA. In altre parole, il pitch non è il fattore principale che determina il tipo di via; sono invece lo spessore della scheda, il rapporto d’aspetto e le distanze di isolamento a limitare quali via possono essere utilizzati.
Allo stesso modo, la discussione sull’uso dei via nel fanout BGA viene spesso presentata come una scelta binaria tra via passanti e blind/buried microvias. Tuttavia, non escludete l’uso di blind via forati meccanicamente nei valori intermedi di pitch BGA. Se si usano blind via forati meccanicamente, è meglio limitarli a un fanout BGA con span di un solo via. Questo perché ogni span del via richiede una fase di placcatura, e ciò aumenta il peso del rame sul layer superficiale e riduce le distanze di isolamento consentite per il rame finito.
Che dobbiate realizzare elettronica di potenza affidabile o sistemi digitali avanzati, utilizzate il set completo di funzionalità per la progettazione PCB di Altium e strumenti CAD di livello mondiale. Altium offre la principale piattaforma al mondo per lo sviluppo di prodotti elettronici, completa dei migliori strumenti di progettazione PCB del settore e di funzionalità di collaborazione interdisciplinare per team di progettazione avanzati. Contattate oggi stesso un esperto Altium!
Domande frequenti
Tutti i BGA a passo fine richiedono microvia forate al laser?
No, ma dipende dalla definizione esatta di “passo fine”. Al di sotto di un passo di 0,5 mm, le microvia saranno necessarie per raggiungere la conformità alla Classe 2 o Classe 3 nella fabbricazione dei PCB. Tra 1,0 mm e 0,5 mm si possono ancora usare fori realizzati meccanicamente, anche se le via possono essere via cieche.
La via-in-pad è sempre migliore per i BGA a passo fine?
No. La via-in-pad a volte è necessaria, ma non è automaticamente la scelta migliore. Nell’esempio dell’articolo con passo di 0,8 mm, si preferisce il fanout dog-bone perché la via-in-pad non offre molti vantaggi e può introdurre problemi di affidabilità. Strutture via-in-pad più grandi possono anche imporre la rimozione dei pad interni non funzionali e aumentare il numero di layer di routing necessari per effettuare il fanout del BGA.
In che modo le Classi IPC 2 e 3 influenzano la dimensione consentita del foro delle via nei BGA?
Le Classi IPC 2 e 3 modificano la dimensione massima del foro che si può consentire per un determinato diametro del pad, perché cambia il requisito dell’anello anulare. La Classe 3 porta verso dimensioni di foro ammissibili più piccole, il che può restringere i limiti del rapporto d’aspetto e rendere più probabili strutture HDI o build con via cieche.
Un numero maggiore di layer significa automaticamente che un PCB necessita di HDI?
No. Il numero totale di layer, da solo, non determina se l’HDI sia necessario. I veri fattori determinanti sono il passo BGA più piccolo nel PCB, i limiti di clearance dell’incisione, le dimensioni consentite di pad e foro delle via, lo spessore della scheda e il rapporto d’aspetto ottenibile. Se il diametro del foro richiesto nella foratura meccanica è inferiore a 6 mil, allora l’HDI è necessario. Altrimenti, una build standard o una build con sub-laminazione e via cieche forate meccanicamente può ancora essere fattibile, anche su una scheda più spessa o più complessa.

Sull'Autore
Related Technical Documentation
Risorse correlate
Sommario
Dalla progettazione al rilascio, senza attriti
- Mantieni le revisioni collegate alla versione corretta
- Riduci la confusione nei passaggi di consegna e le rilavorazioni
- Individua prima i rischi di approvvigionamento e rilascio
- Lavora in autonomia, condividi quando serve
Per iniziare
Thank you, you are now subscribed to updates.

